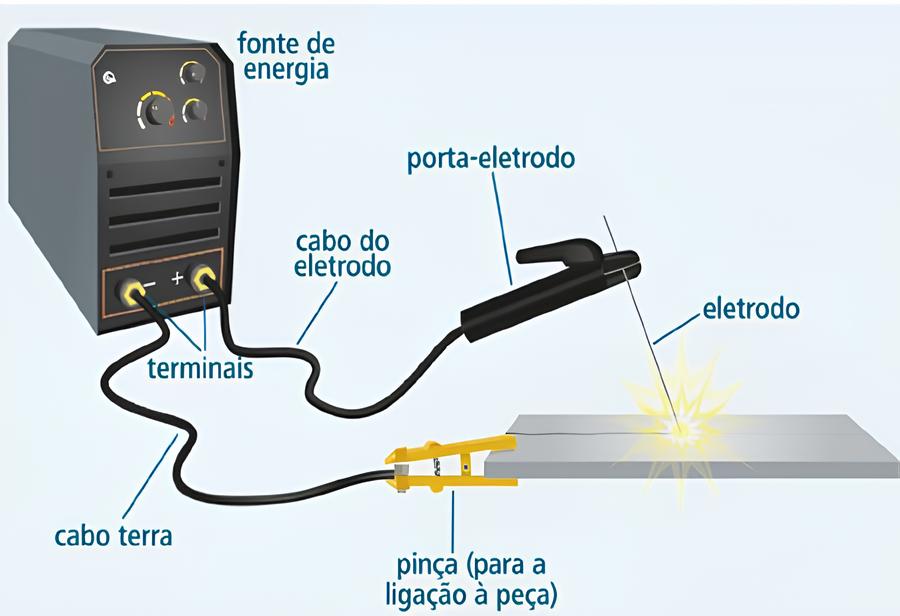
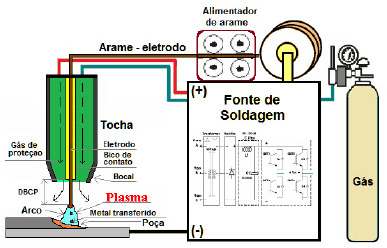
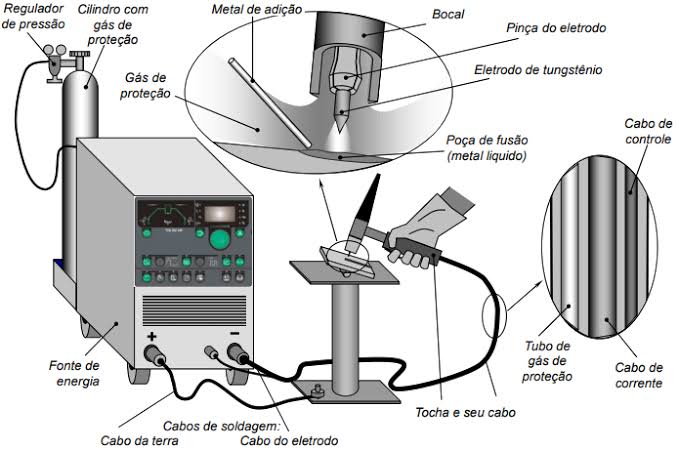
Sistema de Processos de Soldagem
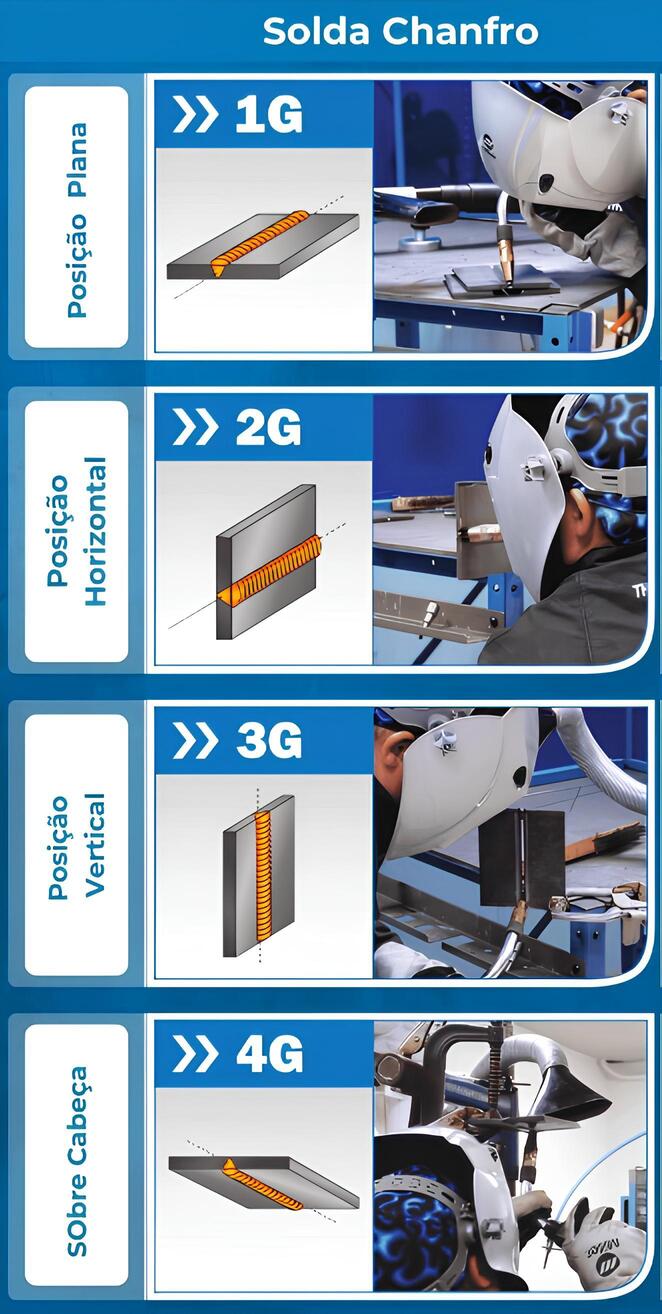
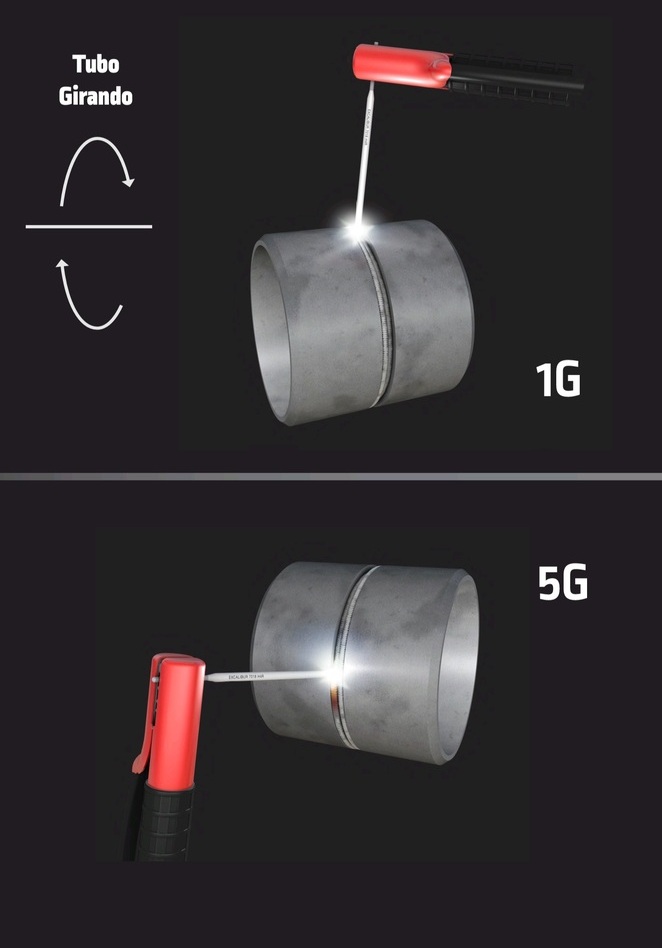
Posições de Soldagem
Solda Chanfro
Solda Filete

Solda em Tubulação

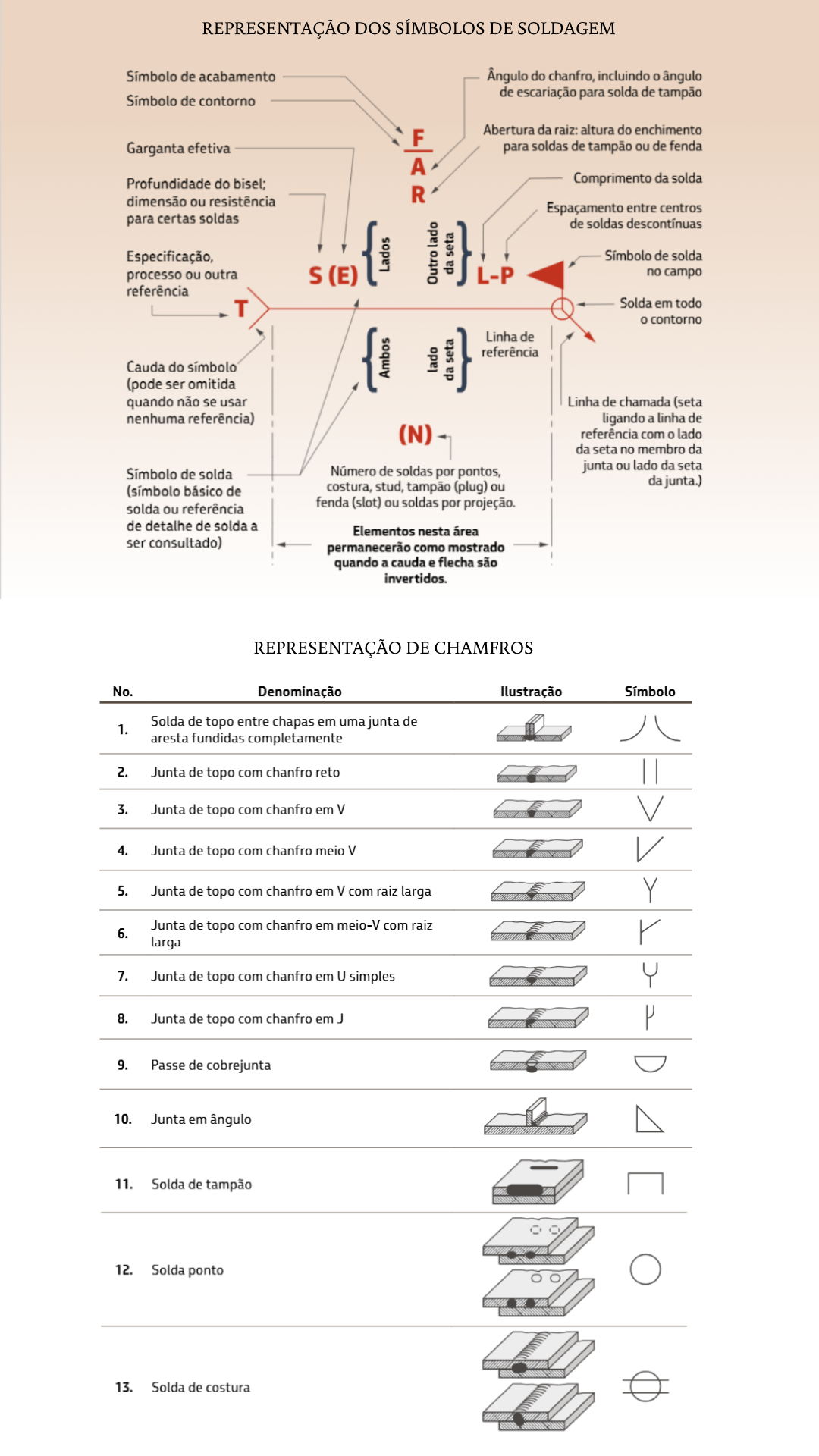
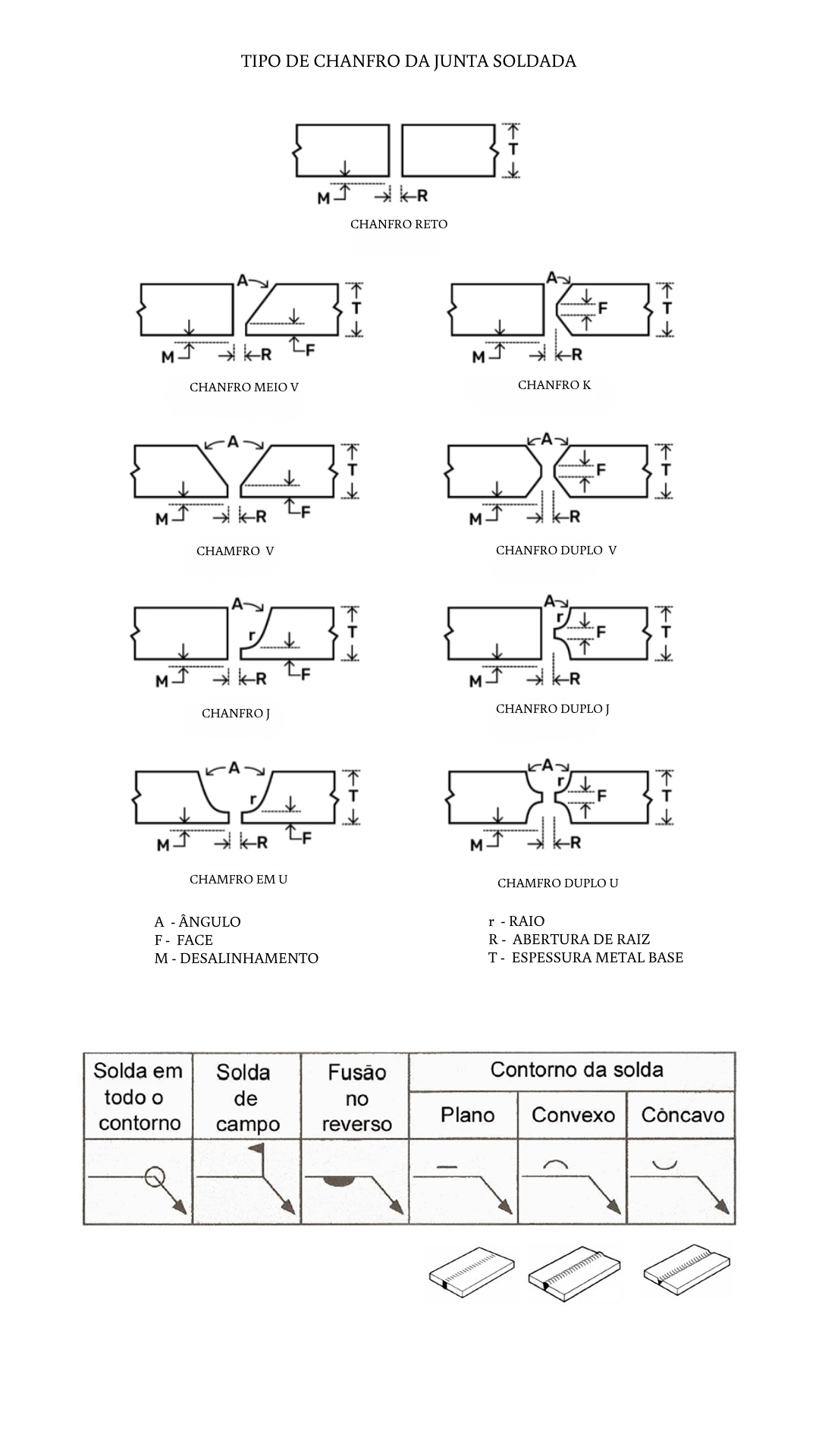
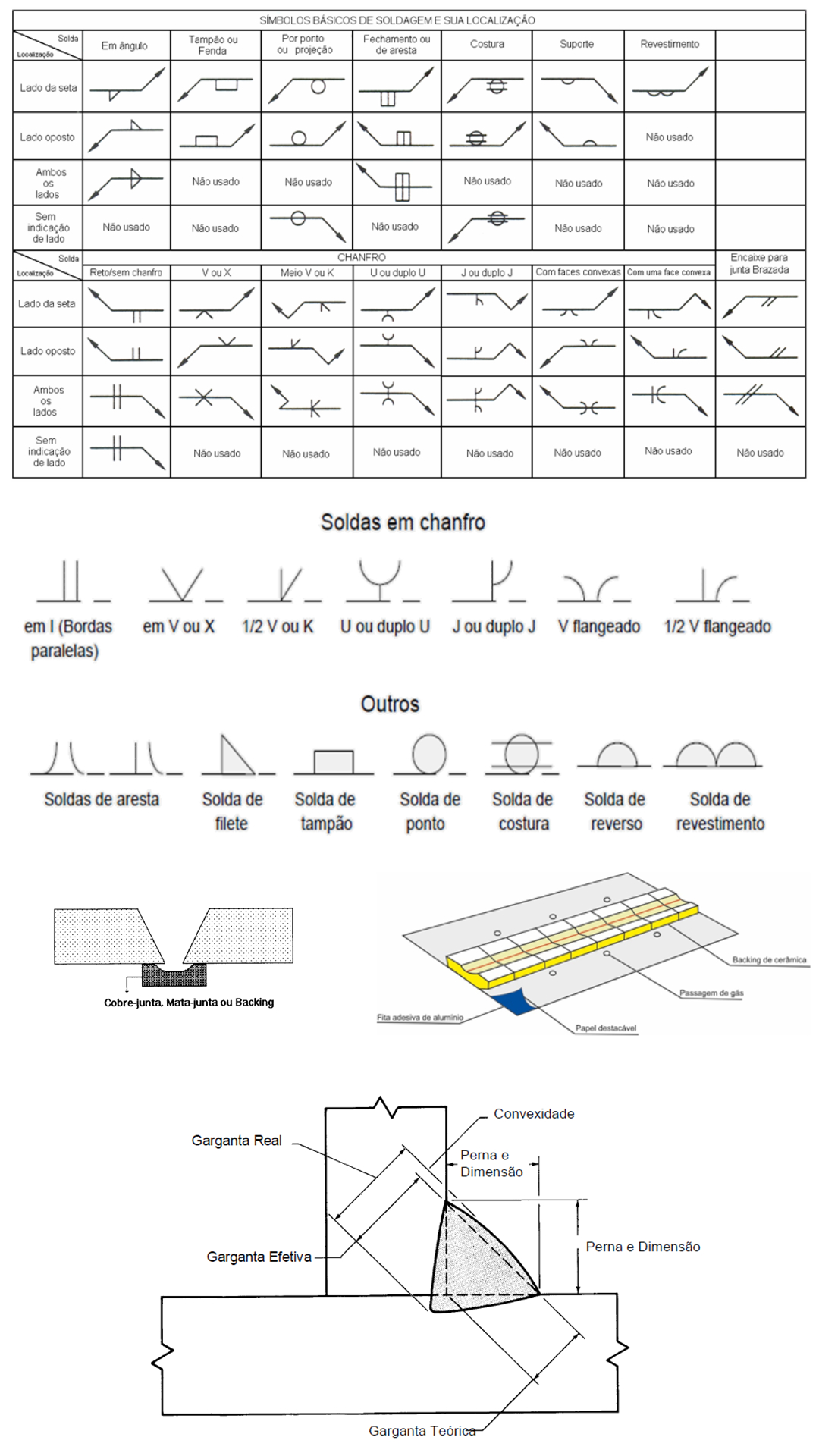
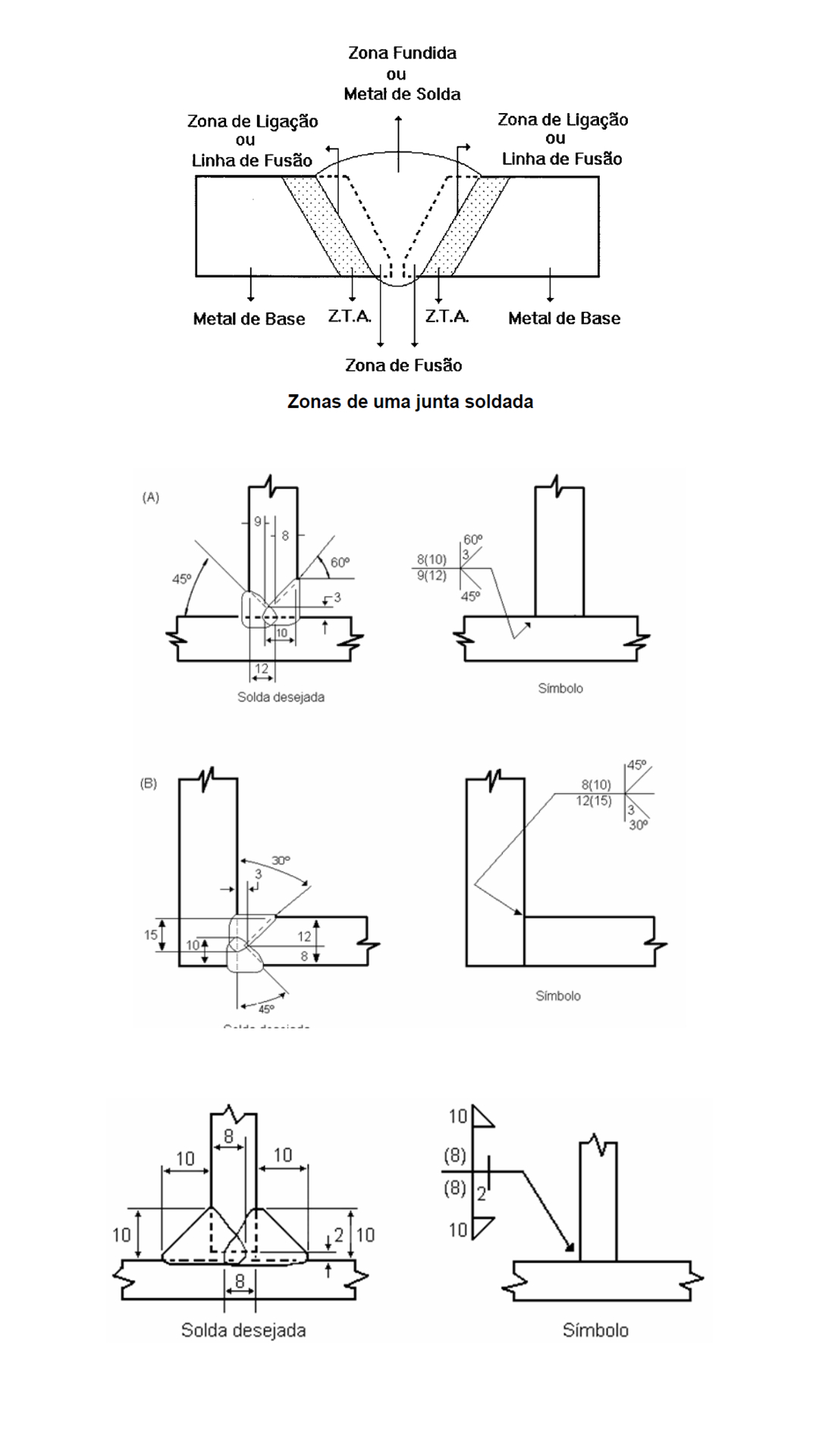
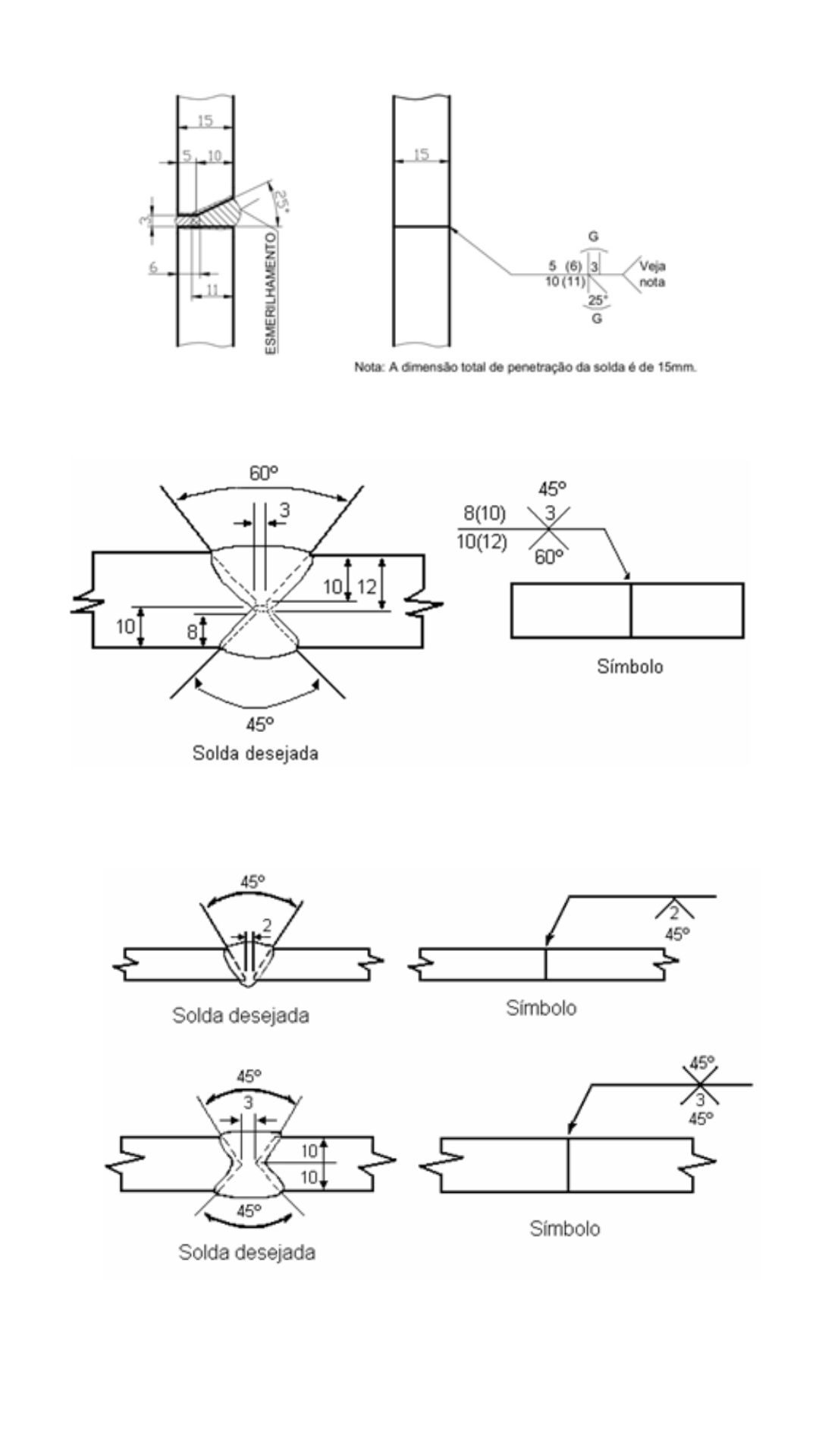
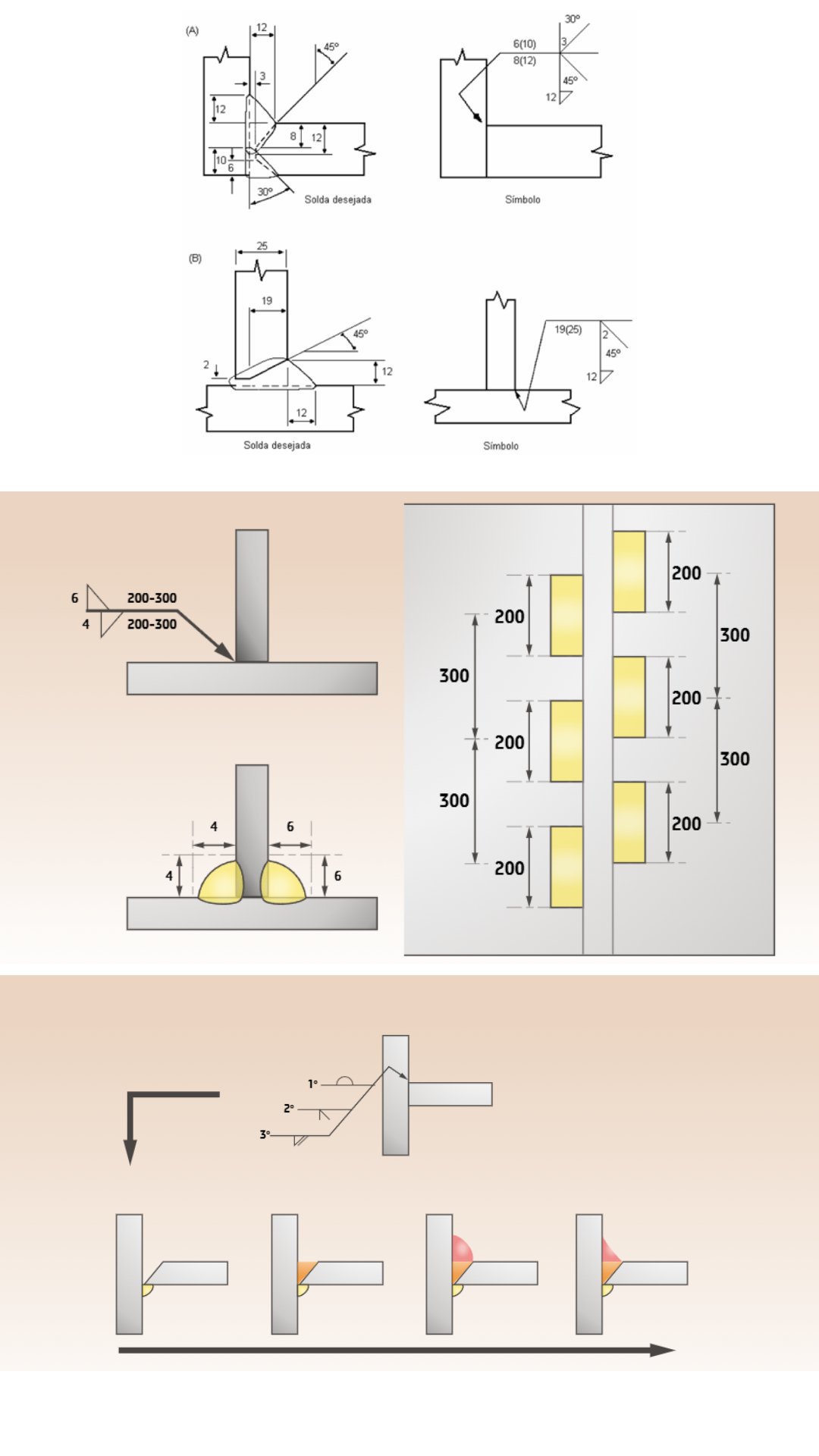
Simbologia de Soldagem
Métodos de Transferência em Processos de Soldagem a Arco
Na soldagem a arco, o metal de adição (quando usado, como em arames consumíveis) é transferido para a poça de fusão por diferentes métodos, dependendo de parâmetros como corrente, tensão, tipo de gás de proteção e configuração do equipamento. Esses métodos de transferência afetam a estabilidade do arco, a qualidade do cordão, a quantidade de respingos e a aplicabilidade em diferentes materiais e posições. Abaixo, detalhamos os quatro principais métodos de transferência: curto-circuito, globular, spray (pulverização) e pulsado, de forma genérica, aplicável a processos de soldagem a arco que utilizam metal de adição.
1. Transferência por Curto-Circuito
Descrição
Na transferência por curto-circuito, o metal de adição (geralmente um arame) entra em contato físico com a peça, criando um curto-circuito. Esse contato provoca um aumento momentâneo de corrente, que funde a ponta do metal de adição, transferindo pequenas gotas para a poça de fusão. O ciclo de curto-circuito ocorre repetidamente, várias vezes por segundo.
Características
- Corrente e tensão: Baixas, ajustadas para minimizar o aporte de calor.
- Gás de proteção: Pode incluir gases ativos ou inertes, dependendo do processo.
- Tamanho das gotas: Pequenas, transferidas por contato direto.
- Frequência: Alta, com múltiplos curtos-circuitos por segundo.
Aplicações
- Soldagem de materiais finos (espessuras de 0,5 a 3 mm).
- Indicada para todas as posições de soldagem (plana, vertical, sobrecabeça).
- Usada em aços, alumínio e outras ligas, especialmente em aplicações que exigem baixo aporte de calor.
Vantagens
- Baixo aporte térmico, reduzindo deformações em materiais finos.
- Versatilidade para soldagem em posições variadas.
- Simplicidade, compatível com equipamentos básicos.
Desvantagens
- Gera respingos moderados, exigindo limpeza pós-solda.
- Arco menos estável, podendo afetar a uniformidade do cordão.
- Menor produtividade em materiais espessos.
2. Transferência Globular
Descrição
Na transferência globular, gotas de metal fundido, maiores que o diâmetro do metal de adição, formam-se na sua extremidade e são transferidas para a poça de fusão principalmente pela ação da gravidade. A transferência é irregular, e o arco apresenta estabilidade limitada.
Características
- Corrente e tensão: Intermediárias, adequadas para maior taxa de fusão.
- Gás de proteção: Frequentemente gases ativos ou misturas, dependendo do material.
- Tamanho das gotas: Grandes, com diâmetro superior ao do metal de adição.
- Frequência: Baixa e irregular, com gotas caindo esporadicamente.
Aplicações
- Soldagem de materiais mais espessos (acima de 3 mm).
- Usada em posições plana ou horizontal, devido à dependência da gravidade.
- Comum em aplicações robustas, como estruturas pesadas, onde a estética não é prioritária.
Vantagens
- Alta taxa de deposição, permitindo soldagem rápida em materiais espessos.
- Boa penetração em juntas mais largas ou mal preparadas.
- Compatível com equipamentos de média complexidade.
Desvantagens
- Produz muitos respingos, aumentando o retrabalho.
- Limitada a posições plana ou horizontal devido à natureza das gotas.
- Cordão menos uniforme, com acabamento esteticamente inferior.
3. Transferência por Spray (Pulverização)
Descrição
Na transferência por spray, o metal fundido é transferido em forma de gotas muito pequenas, propelidas pelo arco em alta velocidade, semelhante a uma pulverização. Esse método ocorre em condições de alta corrente e tensão, proporcionando um arco estável e contínuo.
Características
- Corrente e tensão: Altas, para sustentar a formação de gotas pequenas.
- Gás de proteção: Geralmente gases inertes ou misturas com alta proporção de gases inertes.
- Tamanho das gotas: Muito pequenas, menores que o diâmetro do metal de adição.
- Frequência: Contínua, com transferência de centenas de gotas por segundo.
Aplicações
- Soldagem de materiais espessos (acima de 3 mm).
- Usada em posição plana, devido à poça de fusão fluida.
- Ideal para aplicações industriais de alta produtividade, como fabricação de estruturas, tubos ou componentes metálicos.
Vantagens
- Alta produtividade devido à elevada taxa de deposição.
- Cordão liso, com excelente acabamento estético.
- Mínimos respingos, reduzindo a necessidade de limpeza.
- Arco altamente estável.
Desvantagens
- Alto aporte de calor, podendo causar deformações em materiais finos.
- Restrita à posição plana devido à fluidez da poça de fusão.
- Requer equipamentos mais potentes e gases de proteção de maior custo.
4. Transferência Pulsada
Descrição
Na transferência pulsada, a corrente alterna entre picos de alta intensidade (que promovem a transferência de gotas) e períodos de baixa intensidade (que estabilizam o arco). Cada pulso libera uma gota pequena, permitindo controle preciso e alta estabilidade do arco.
Características
- Corrente e tensão: Controladas eletronicamente, com pulsos ajustáveis.
- Gás de proteção: Misturas com alta proporção de gases inertes, para maior estabilidade.
- Tamanho das gotas: Pequenas, com transferência controlada (uma gota por pulso).
- Frequência: Ajustável, geralmente entre 50 e 200 pulsos por segundo.
Aplicações
- Soldagem de materiais finos e espessos, em todas as posições.
- Usada em ligas especiais, como alumínio, aço inoxidável e titânio.
- Comum em indústrias que exigem alta qualidade, como automotiva, aeroespacial e fabricação de equipamentos.
Vantagens
- Baixo aporte de calor, ideal para materiais sensíveis a deformações.
- Mínimos respingos, resultando em cordões limpos e uniformes.
- Alta versatilidade, aplicável a diversas posições e materiais.
- Excelente controle do cordão e acabamento estético.
Desvantagens
- Requer equipamentos avançados com controle eletrônico.
- Maior custo operacional devido a equipamentos e gases.
- Demanda maior qualificação para ajuste dos parâmetros.
Considerações Finais
Os métodos de transferência em soldagem a arco são selecionados com base no material, espessura, posição da solda, requisitos de qualidade e equipamento disponível. O curto-circuito é ideal para versatilidade, o globular para aplicações robustas, o spray para alta produtividade e o pulsado para precisão e estética. Ajustes precisos de corrente, tensão, velocidade de alimentação do metal de adição e escolha do gás de proteção são essenciais para otimizar o desempenho de cada método.
Sopro Magnético
O sopro magnético (ou arc blow, em inglês) é um fenômeno que ocorre durante a soldagem por arco elétrico, como no processo SMAW (eletrodo revestido), MIG/MAG ou TIG, onde o arco elétrico é desviado de sua trajetória ideal devido à interação de campos magnéticos gerados pela corrente elétrica. Esse desvio pode comprometer a qualidade da solda, causando instabilidade no arco, respingos excessivos, falta de fusão ou cordões irregulares.
Causas do Sopro Magnético
O sopro magnético é causado pelo campo magnético gerado pela corrente elétrica que flui pelo eletrodo, peça de trabalho e cabos de soldagem. Esse campo interage com o arco elétrico, que é um condutor de plasma, desviando-o. As principais causas incluem:
- Corrente contínua (CC): O sopro magnético é mais comum em soldagem com corrente contínua, especialmente em alta amperagem, devido ao campo magnético constante gerado. Em corrente alternada (CA), o campo magnético oscila, reduzindo o efeito.
- Geometria da peça: Peças com formatos complexos, bordas ou extremidades podem concentrar o fluxo magnético, desviando o arco, especialmente em cantos ou próximo às extremidades da peça.
- Posicionamento dos cabos de soldagem: Cabos mal posicionados ou enrolados podem intensificar o campo magnético ao redor da área de soldagem.
- Material ferromagnético: Aços carbono e ligas ferromagnéticas podem reter magnetismo residual, que interage com o arco, agravando o sopro.
- Polaridade: A polaridade (CC+ ou CC-) influencia a direção do sopro. Por exemplo, em CC+, o arco pode ser desviado para a frente ou para trás, dependendo da configuração.
- Conexão do cabo terra: Um ponto de aterramento mal posicionado pode criar caminhos assimétricos para a corrente, gerando campos magnéticos desbalanceados.
Tipos de Sopro Magnético
- Sopro frontal: O arco é desviado na direção do avanço da solda.
- Sopro traseiro: O arco é desviado para trás, na direção oposta ao avanço.
- Sopro lateral: O arco é desviado para os lados, geralmente devido a campos magnéticos assimétricos.
Efeitos na Soldagem
O sopro magnético pode causar:
- Instabilidade do arco: Dificulta o controle do cordão de solda.
- Respingos excessivos: Gotas de metal são projetadas para fora da poça de fusão.
- Falta de fusão ou penetração inadequada: O desvio do arco impede a fusão uniforme.
- Cordões irregulares: A estética e a integridade da solda são comprometidas.
- Aumento do desgaste do eletrodo: Em SMAW, o sopro pode acelerar o consumo do eletrodo.
Como Minimizar ou Evitar o Sopro Magnético
Existem várias estratégias para reduzir o impacto do sopro magnético:
- Usar corrente alternada (CA): A CA reduz o sopro magnético, pois o campo magnético oscila, neutralizando o desvio do arco. Eletrodos como o E7018 são compatíveis com CA, enquanto o E6010 é geralmente usado com CC.
- Ajustar a posição do cabo terra:
- Posicione o cabo terra o mais próximo possível da área de soldagem.
- Evite que o cabo terra esteja muito distante ou em ângulos que criem campos magnéticos assimétricos.
- Reduzir a amperagem: Diminuir a corrente reduz a intensidade do campo magnético, embora isso possa limitar a penetração.
- Ajustar o ângulo do eletrodo: Modificar o ângulo do eletrodo (geralmente inclinado em direção ao sopro) pode compensar o desvio do arco.
- Desmagnetizar a peça: Use desmagnetizadores para eliminar o magnetismo residual em aços ferromagnéticos antes da soldagem.
- Distribuir o campo magnético:
- Posicione os cabos de soldagem de forma simétrica e evite enrolá-los.
- Use múltiplos pontos de aterramento em peças grandes para equilibrar o fluxo de corrente.
- Soldar em direção ao sopro: Se o sopro for inevitável, ajuste a direção da soldagem para que o desvio do arco seja menos prejudicial.
- Usar eletrodos adequados: Alguns eletrodos, como o E7018, produzem um arco mais estável, sendo menos suscetíveis ao sopro magnético em comparação ao E6010, que tem um arco mais agressivo.
- Pré-aquecer a peça: Em alguns casos, o pré-aquecimento pode reduzir o magnetismo residual.
O sopro magnético é um desafio comum na soldagem por arco elétrico, especialmente com corrente contínua e em materiais ferromagnéticos. Ele resulta da interação do campo magnético com o arco, causando desvios que afetam a qualidade da solda. Estratégias como usar CA, ajustar o aterramento, reduzir a corrente e desmagnetizar a peça podem minimizar o problema.
Polaridade nos Processos de Soldagem
A polaridade na soldagem a arco elétrico refere-se à direção do fluxo de corrente elétrica entre o eletrodo e a peça de trabalho. Existem dois tipos principais: polaridade direta (DCEN - Direct Current Electrode Negative, ou corrente contínua com eletrodo negativo) e polaridade inversa (DCEP - Direct Current Electrode Positive, ou corrente contínua com eletrodo positivo). Além disso, alguns processos podem usar corrente alternada (CA). A escolha da polaridade afeta diretamente a penetração, a estabilidade do arco, a taxa de deposição e a qualidade da solda, sendo determinada pelas características do processo e do material a ser soldado. Abaixo, detalhamos a polaridade para cada processo abordado.
1. SMAW (Shielded Metal Arc Welding - Soldagem com Eletrodo Revestido)
Polaridade Usada: Predominantemente polaridade inversa (DCEP), mas alguns eletrodos podem usar polaridade direta (DCEN) ou corrente alternada (CA).
Motivo:
- DCEP (Eletrodo Positivo): É a polaridade mais comum para SMAW, especialmente com eletrodos como o E7018. Nesse caso, o eletrodo é o polo positivo e a peça é o polo negativo. A polaridade inversa gera maior aporte de calor na peça cerca de 70% no metal base e 30% no eletrodo, resultando em maior penetração e um cordão de solda mais profundo. Isso é ideal para soldar materiais mais espessos e garantir uma boa fusão. Além disso, o fluxo de elétrons do negativo (peça) para o positivo (eletrodo) ajuda na remoção de óxidos da superfície da peça, melhorando a limpeza da solda.
- DCEN (Eletrodo Negativo): Usada com eletrodos como o E6010, que são projetados para alta penetração e soldagem de raiz. Nesse caso, o eletrodo é o polo negativo e a peça é o polo positivo, concentrando mais calor no eletrodo 70% no eletrodo e 30% no metal base. Isso aumenta a taxa de fusão do eletrodo e a deposição, mas reduz a penetração na peça, sendo útil para soldas em materiais finos ou em passes de raiz onde a penetração excessiva pode causar queima através do material.
- CA (Corrente Alternada): Alguns eletrodos, como o E7018, podem ser usados com CA para reduzir o sopro magnético (arc blow), especialmente em soldagens de peças grandes ou em locais com magnetismo residual. A CA alterna a polaridade, distribuindo o calor de forma mais uniforme entre o eletrodo e a peça, o que ajuda a estabilizar o arco em situações desafiadoras.
2. MIG (Gas Metal Arc Welding - Soldagem com Arco Metálico e Gás Inerte)
Polaridade Usada: Quase exclusivamente polaridade inversa (DCEP).
Motivo:
- DCEP (Eletrodo Positivo): No processo MIG, o arame (eletrodo consumível) é o polo positivo e a peça é o polo negativo. Essa configuração é ideal porque concentra maior calor na peça, proporcionando boa penetração e fusão. O fluxo de elétrons da peça para o arame também ajuda a limpar óxidos da superfície da peça, o que é essencial para soldar materiais como alumínio, que frequentemente utiliza MIG com gás inerte (como argônio). Além disso, a polaridade inversa promove uma transferência de metal mais estável (como spray ou pulsada), reduzindo respingos e melhorando a qualidade do cordão.
- DCEN e CA: Raramente usadas no MIG, pois a polaridade direta (DCEN) aumenta a deposição no eletrodo, mas reduz drasticamente a penetração, tornando o processo instável para a maioria das aplicações. A corrente alternada (CA) não é prática para MIG devido à necessidade de um arco estável e contínuo, que é mais difícil de manter com CA.
3. MAG (Gas Metal Arc Welding - Soldagem com Arco Metálico e Gás Ativo)
Polaridade Usada: Predominantemente polaridade inversa (DCEP).
Motivo:
- DCEP (Eletrodo Positivo): Assim como no MIG, o MAG utiliza polaridade inversa para garantir maior penetração e estabilidade do arco. O arame é o polo positivo e a peça é o polo negativo. O MAG utiliza gases ativos (como CO₂ ou misturas de CO₂ com argônio), que reagem com o arco e a poça de fusão, e a polaridade inversa ajuda a controlar a transferência de metal, especialmente em modos como curto-circuito ou globular, que são comuns no MAG. A maior concentração de calor na peça facilita a fusão de aços carbono e de baixa liga, que são os materiais mais comuns nesse processo.

- DCEN e CA: Não são usadas no MAG pelas mesmas razões do MIG. A polaridade direta (DCEN) reduz a penetração e aumenta os respingos, enquanto a CA torna o arco instável, dificultando o controle da solda.
4. TIG (Gas Tungsten Arc Welding - Soldagem com Arco de Tungstênio e Gás Inerte)
Polaridade Usada: Geralmente polaridade direta (DCEN) para aços e ligas metálicas, e corrente alternada (CA) para alumínio e magnésio.
Motivo:
- DCEN (Eletrodo Negativo): No TIG, o eletrodo de tungstênio é o polo negativo e a peça é o polo positivo. Essa configuração concentra cerca de 2/3 do calor na peça, promovendo boa penetração e fusão, enquanto mantém o eletrodo de tungstênio mais frio, evitando sua degradação. É ideal para soldar aços carbono, aços inoxidáveis, titânio e outras ligas metálicas, onde o controle preciso do arco e a penetração são essenciais.
- CA (Corrente Alternada): Usada para soldar alumínio e magnésio devido à necessidade de limpeza da camada de óxido presente nesses materiais. A corrente alternada alterna entre DCEP e DCEN: na fase DCEP (eletrodo positivo), os elétrons fluem da peça para o eletrodo, quebrando a camada de óxido (efeito de limpeza catódica); na fase DCEN (eletrodo negativo), o calor se concentra na peça, promovendo penetração. Essa alternância garante uma solda limpa e de alta qualidade em materiais como alumínio.
- DCEP (Eletrodo Positivo): Raramente usada no TIG, pois concentra muito calor no eletrodo de tungstênio, podendo superaquecê-lo e causar sua deterioração.
5. FCAW (Flux-Cored Arc Welding - Soldagem com Arco de Arame Tubular)
Polaridade Usada: Depende do tipo de arame e do gás de proteção: polaridade inversa (DCEP) para FCAW com gás de proteção (FCAW-G), e polaridade direta (DCEN) para FCAW sem gás (FCAW-S, autoprotegido).
Motivo:
- DCEP (Eletrodo Positivo): No FCAW-G (com gás de proteção, como CO₂ ou misturas), a polaridade inversa é usada porque o arame tubular é o polo positivo e a peça é o polo negativo. Isso concentra o calor na peça, proporcionando boa penetração e estabilidade do arco, semelhante ao MIG/MAG. É ideal para soldar aços carbono e de baixa liga em aplicações estruturais, onde a penetração e a resistência do cordão são prioritárias.
- DCEN (Eletrodo Negativo): No FCAW-S (autoprotegido, sem gás externo), a polaridade direta é frequentemente usada. O arame é o polo negativo e a peça é o polo positivo, concentrando mais calor no arame. Isso aumenta a taxa de fusão do arame e a deposição, o que é vantajoso para soldagem em campo (onde o uso de gás é impraticável) e para passes rápidos em materiais mais finos. O fluxo dentro do arame gera proteção suficiente, e a menor penetração evita queima através de materiais mais finos.
- CA (Corrente Alternada): Raramente usada no FCAW, pois a estabilidade do arco é mais difícil de manter, especialmente em arames autoprotegidos.
Filtro das Máscaras de Solda: Aspectos Técnicos
Os filtros das máscaras de solda são componentes essenciais para a proteção do soldador contra os riscos inerentes ao processo de soldagem, como radiação ultravioleta (UV), infravermelha (IR) e luz visível intensa emitida pelo arco elétrico. Este texto aborda as características técnicas dos filtros, com foco em sua funcionalidade, tipos e especificações.
Função dos Filtros
Os filtros das máscaras de solda têm a função primária de proteger os olhos e a face do soldador contra:
- Radiação UV e IR: Emissões do arco que podem causar danos irreversíveis à retina e à pele, como a ceratoconjuntivite (queimadura ocular) ou eritema.
- Luz visível intensa: Reduz o brilho excessivo do arco, permitindo ao soldador visualizar o cordão de solda com clareza sem comprometer a segurança.
- Projeção de partículas: Embora o filtro em si não seja a barreira principal contra respingos, ele complementa a proteção da máscara.
Tipos de Filtros
Os filtros para máscaras de solda podem ser classificados em dois tipos principais:
- Filtros Passivos (Tonalidade Fixa):
- Compostos por lentes de vidro ou policarbonato com revestimentos escurecedores permanentes.
- Possuem uma tonalidade fixa, geralmente variando de DIN 9 a DIN 13, conforme a intensidade do arco e o processo de soldagem (e.g., eletrodo revestido, MIG/MAG, TIG).
- Vantagens: Baixo custo, durabilidade e simplicidade.
- Limitações: Não se adaptam a mudanças de intensidade luminosa, exigindo ajustes manuais ou troca de lentes em processos variados.
- Filtros Automáticos (ADF - Auto-Darkening Filter):
- Utilizam tecnologia de cristal líquido (LCD) combinada com sensores ópticos para ajustar automaticamente a tonalidade em frações de segundo (geralmente 0,1 a 0,5 ms) quando o arco é iniciado.
- Especificações típicas:
- Tonalidade variável: DIN 4 (estado claro) a DIN 9-13 (estado escuro), ajustável manualmente ou automaticamente.
- Sensores: Geralmente 2 a 4 sensores fotoelétricos para detectar a luz do arco.
- Tempo de resposta: Crucial para evitar exposição momentânea à luz intensa. Normas como EN 379 e ANSI Z87.1 especificam tempos inferiores a 1 ms.
- Alimentação: Bateria (substituível ou recarregável), células solares ou combinação de ambas.
- Vantagens: Maior conforto, produtividade e versatilidade, pois eliminam a necessidade de levantar a máscara repetidamente.
- Limitações: Custo mais elevado e necessidade de manutenção (baterias, limpeza dos sensores).
Especificações Técnicas e Normas
Os filtros devem atender a normas internacionais, como:
- EN 379 (Europa): Define requisitos para filtros automáticos, incluindo classificação óptica (ex.: 1/1/1/2, onde os números indicam qualidade óptica, dispersão de luz, homogeneidade e dependência angular).
- ANSI Z87.1 (EUA): Estabelece padrões para proteção ocular, incluindo resistência a impactos e filtragem de radiação.
- ISO 16321: Norma global para equipamentos de proteção ocular em soldagem.
Os filtros são avaliados com base em:
- Classe óptica: Clareza visual através da lente.
- Transmissão de luz: Capacidade de bloquear UV/IR (deve ser <0,0003% para UV e <0,001% para IR).
- Resistência a impactos: Especialmente importante em ambientes com projeção de partículas.
Seleção do Filtro
A escolha do filtro depende do processo de soldagem e da corrente utilizada:
- TIG (baixa corrente, 10-50 A): Tonalidade DIN 9-10.
- MIG/MAG (100-300 A): Tonalidade DIN 10-12.
- Eletrodo revestido (>300 A): Tonalidade DIN 12-13.
- Corte por plasma: Pode exigir tonalidades superiores (DIN 13-15).
Filtros automáticos oferecem ajustes adicionais, como:
- Sensibilidade: Controla a resposta dos sensores a diferentes intensidades de luz.
- Atraso (delay): Define o tempo para o filtro voltar ao estado claro após a extinção do arco, útil em soldagens com pós-arco.
- Modo Grind: Desativa o escurecimento para trabalhos de esmerilhamento.
Manutenção e Cuidados
- Limpeza: Usar panos macios e soluções específicas para evitar arranhões ou danos ao revestimento.
- Inspeção: Verificar rachaduras, desgaste ou falhas no escurecimento (para ADFs).
- Armazenamento: Proteger contra poeira e umidade para prolongar a vida útil.
Conclusão
Os filtros das máscaras de solda, sejam passivos ou automáticos, são fundamentais para garantir segurança e eficiência no trabalho do soldador. A escolha entre eles deve considerar o processo de soldagem, o ambiente de trabalho e as normas aplicáveis. Filtros automáticos, embora mais caros, oferecem maior versatilidade e conforto, enquanto os passivos permanecem como opção robusta para aplicações específicas. A conformidade com normas técnicas e a manutenção adequada são indispensáveis para assegurar a proteção contínua do soldador.
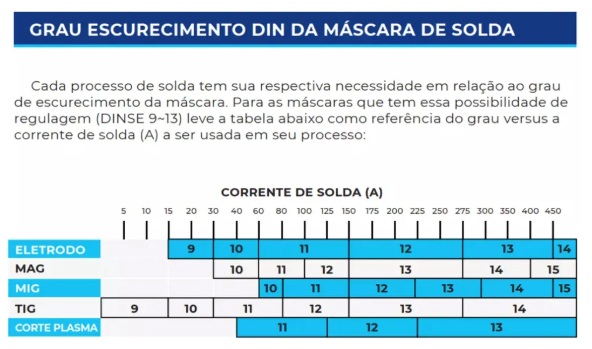
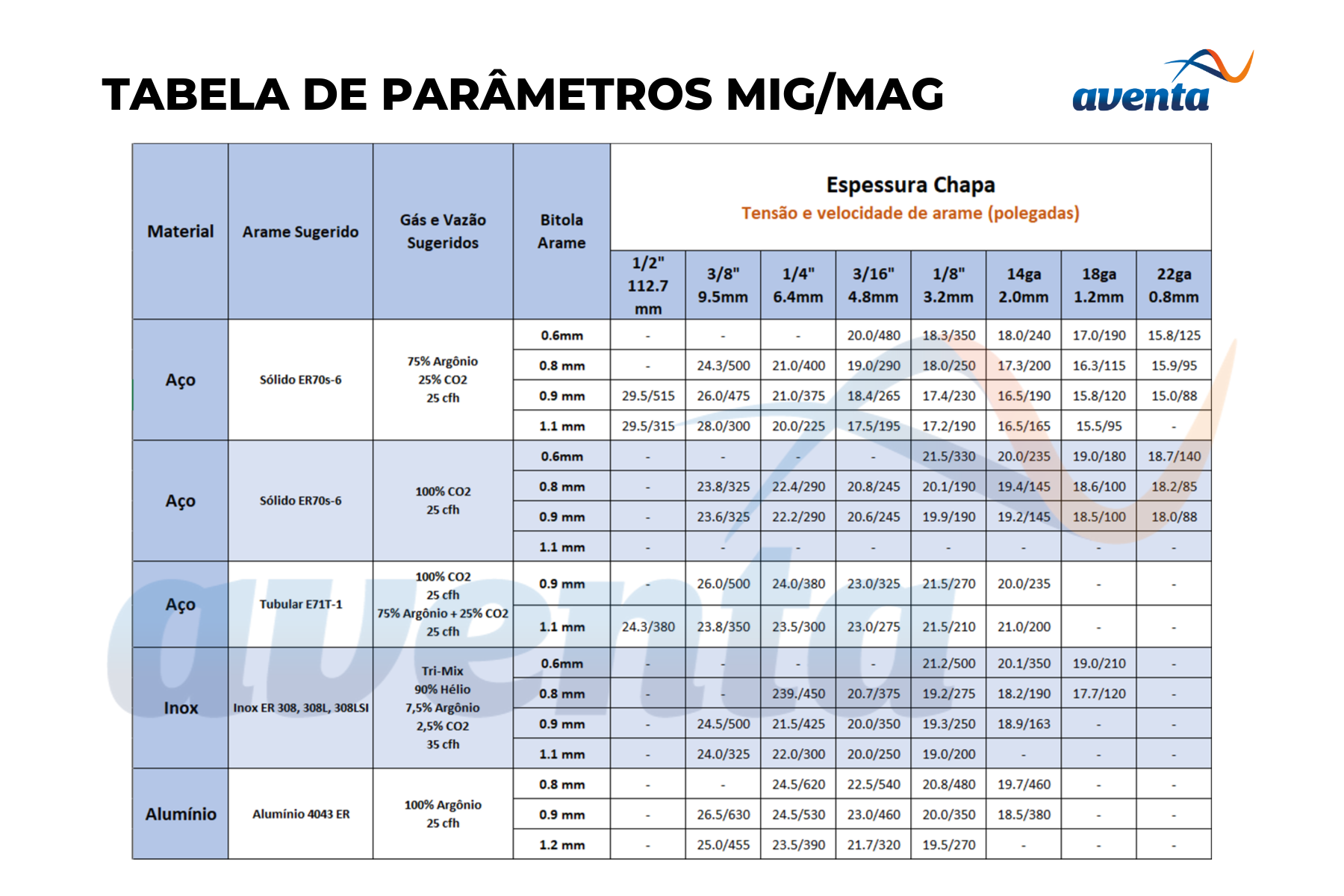
Tabela de Parâmetro MIG/MAG
Na soldagem MIG/MAG, os gases protegem o arco e a poça de fusão, estabilizam o processo e influenciam a transferência de metal, penetração e qualidade do cordão. São classificados em inertes (MIG) e ativos (MAG).
Principais Gases
- Argônio (Ar): Inerte, usado em alumínio e não ferrosos. Garante arco estável, transferência por spray e boa penetração. Custo alto.
- Hélio (He): Inerte, para alumínio e ligas espessas. Aumenta energia do arco e penetração, mas é caro e menos estável.
- Dióxido de Carbono (CO₂): Ativo, econômico, para aços carbono. Oferece alta penetração, mas gera mais respingos e arco menos estável.
Misturas Comuns
- Ar + CO₂ (ex.: 75/25): Para aços carbono, equilibra estabilidade e penetração, reduz respingos.
- Ar + He (ex.: 50/50): Para alumínio, melhora fluidez e penetração em chapas grossas.
- Ar + O₂ (ex.: 98/2): Para aços inoxidáveis, aumenta fluidez e estabilidade.
- Ternárias (Ar + CO₂ + He/O₂): Versáteis, para aços inoxidáveis e aplicações especiais, com ótima estética e estabilidade.
Seleção
- Material: CO₂ ou Ar + CO₂ para aços carbono; Ar + O₂ ou ternárias para inoxidáveis; Ar ou Ar + He para alumínio.
- Processo: Curto-circuito usa mais CO₂; spray/pulsado prefere argônio.
- Custo e normas: CO₂ é econômico; normas (AWS, ASME, ISO 14175) podem exigir gases específicos.
Parâmetros
- Vazão: 10-20 L/min, ajustada ao ambiente.
- Pureza: >99,9% para evitar contaminação.
- Cuidados: Evitar vazamentos, ajustar vazão para prevenir porosidade ou respingos.
A escolha do gás/mistura depende do material, processo, posição de soldagem e requisitos normativos, impactando diretamente a qualidade e eficiência da solda.
Gases e Misturas para Soldagem TIG
Na soldagem TIG (GTAW), gases inertes protegem o arco, o eletrodo de tungstênio e a poça de fusão, garantindo soldas de alta qualidade sem contaminação atmosférica. Eles estabilizam o arco, controlam a penetração e asseguram estética do cordão.
Principais Gases
- Argônio (Ar): Inerte, versátil, custo moderado. Usado em aços, inoxidáveis, alumínio e titânio. Garante arco estável, cordões limpos e penetração moderada. Ideal para chapas finas e todos os tipos de corrente (CC-, CC+, CA).
- Hélio (He): Inerte, alta energia térmica, caro. Indicado para alumínio, cobre e chapas grossas. Aumenta penetração e largura do cordão, mas o arco é menos estável. Comum em CA.
- Misturas Ar + He (ex.: 50/50): Combina estabilidade do argônio e penetração do hélio. Usada em alumínio e inoxidáveis espessos, ajustando proporções conforme espessura.
- Argônio + Hidrogênio (ex.: 95/5): Para inoxidáveis austeníticos e ligas de níquel (CC-). Melhora penetração e limpeza, mas não é indicado para aços carbono ou alumínio devido à fragilização.
Seleção
- Material: Argônio para aços, inoxidáveis e titânio; Ar + He para alumínio espesso; Ar + H₂ para inoxidáveis austeníticos.
- Espessura: Argônio para chapas finas; hélio/misturas para grossas.
- Corrente: Argônio para CC-/CA; hélio para CA em alumínio.
- Normas: AWS A5.32, ISO 14175 ou ASME IX definem requisitos.
Ensaios Não Destrutivos (END) na Soldagem
Ensaio por Líquidos Penetrantes (LP)
O ensaio por líquidos penetrantes (LP) é um método não destrutivo utilizado para detectar descontinuidades abertas na superfície de soldas, como trincas, porosidade ou falta de fusão superficial, aplicável a qualquer material, seja ele ferroso ou não ferroso (ex.: aços, alumínio, titânio). O princípio de funcionamento baseia-se na capilaridade, propriedade que permite ao líquido penetrar em defeitos abertos, mesmo que microscópicos, e ser posteriormente revelado para inspeção visual.
Procedimento Técnico
- Preparação da Superfície: A área da solda é limpa minuciosamente para remover contaminantes (ex.: óleos, graxas, escória) que possam obstruir os defeitos. Isso é feito com solventes (ex.: acetona) ou jateamento leve, garantindo que a superfície esteja seca e livre de resíduos.
- Aplicação do Penetrante: Um líquido penetrante, que pode ser colorido (vermelho visível) ou fluorescente (visível sob luz UV), é aplicado na superfície por pincel, spray ou imersão. O penetrante possui baixa viscosidade e alta capilaridade, permitindo sua infiltração em descontinuidades. Exemplos incluem penetrantes à base de petróleo com corantes (ex.: conforme ASTM E1417).
- Tempo de Penetração: O penetrante é deixado na superfície por um período de 10 a 30 minutos (conforme norma, como ASME V), dependendo do material e da temperatura (idealmente 5°C a 50°C). Esse tempo permite a infiltração completa nos defeitos.
- Remoção do Excesso: O excesso de penetrante é removido com cuidado para não extrair o líquido dos defeitos. Para penetrantes removíveis por água, usa-se um jato de água controlado (pressão < 50 psi); para penetrantes removíveis por solvente, aplica-se um pano embebido em solvente (ex.: álcool isopropílico), limpando na direção oposta à aplicação.
- Aplicação do Revelador: Um revelador, geralmente uma suspensão branca à base de talco ou sílica, é aplicado por spray ou pincelamento. Ele age como uma camada absorvente que extrai o penetrante retido nos defeitos por capilaridade inversa, formando indicações visíveis (vermelhas ou fluorescentes, se usado luz UV com intensidade mínima de 1000 µW/cm²).
- Inspeção e Interpretação: Após 5 a 30 minutos (tempo de revelação), a superfície é inspecionada sob luz adequada (luz branca para penetrantes visíveis ou luz UV para fluorescentes). Defeitos aparecem como linhas (trincas) ou pontos (porosidade), e sua aceitabilidade é avaliada conforme normas (ex.: ASME VIII, que define limites para indicações lineares ou arredondadas).
- Limpeza Pós-Ensaio: A solda é limpa para remover resíduos do penetrante e revelador, evitando contaminação em etapas posteriores.
Condições de Aplicação: O ensaio é realizado em temperaturas de 5°C a 50°C, com umidade relativa controlada (<90%) para evitar interferências. É aplicável a soldas em qualquer material não poroso, como aços carbono, inoxidáveis, alumínio e ligas de níquel, sendo amplamente usado em indústrias como aeroespacial e petroquímica.
Limitações: O LP detecta apenas defeitos abertos na superfície, sendo ineficaz para descontinuidades internas ou em materiais porosos (ex.: fundidos com alta porosidade superficial). Além disso, a limpeza inadequada pode mascarar defeitos, e o uso de luz UV exige precauções de segurança (ex.: óculos de proteção UV).
Vídeo explicativo sobre o Ensaio por Líquidos Penetrantes (YouTube)
Ensaio por Ultrassom (UT)
O ensaio por ultrassom (UT) é um método não destrutivo que utiliza ondas ultrassônicas de alta frequência para detectar defeitos internos e subsuperficiais em soldas, como trincas, falta de fusão, porosidade ou inclusões, sendo especialmente eficaz em soldas de espessura média a alta (ex.: >6 mm), como em tubulações, estruturas ou vasos de pressão. O princípio de funcionamento baseia-se na propagação e reflexão de ondas acústicas em materiais sólidos, analisando os ecos gerados por descontinuidades.
Procedimento Técnico
- Preparação da Superfície: A superfície da solda é limpa para remover escória, respingos ou óxidos, garantindo contato uniforme com o transdutor. A rugosidade deve ser minimizada (ex.: acabamento com lixa ou esmeril, conforme ISO 17640).
- Calibração do Equipamento: Um equipamento ultrassônico (ex.: modelo com display A-scan) é calibrado usando blocos padrão (ex.: bloco V1 ou V2, conforme ASME V), ajustando a velocidade do som no material (ex.: 5920 m/s para aço carbono) e configurando a faixa de profundidade (ex.: 0-100 mm) e ganho (dB).
- Aplicação do Acoplante: Um gel acoplante (ex.: gel à base de água ou óleo) é aplicado na superfície para eliminar ar entre o transdutor e a peça, garantindo a transmissão das ondas.
- Emissão das Ondas: Um transdutor piezoelétrico (frequência de 1 a 5 MHz, dependendo da espessura) emite ondas ultrassônicas longitudinais ou de cisalhamento. O transdutor é posicionado em ângulos específicos (ex.: 45°, 60°, 70°) para cobrir a zona da solda e a zona termicamente afetada (ZTA), conforme técnica de varredura (ex.: técnica de pulso-eco).
- Reflexão e Detecção: As ondas atravessam o material e refletem em descontinuidades (defeitos) ou na face oposta da peça, gerando ecos. O transdutor capta os ecos, e o equipamento exibe um gráfico A-scan com picos que indicam a posição (profundidade) e amplitude (tamanho) do defeito.
- Interpretação: O inspetor analisa os ecos, comparando amplitudes com curvas DAC (Distance Amplitude Correction) ou DGS (Distance Gain Size) para determinar a severidade do defeito. Defeitos como trincas geram ecos nítidos, enquanto porosidade pode produzir ecos múltiplos de baixa amplitude. Normas como ASME V ou ISO 17640 definem critérios de aceitação (ex.: amplitude <50% da referência para soldas de Classe 1).
- Registro: Os resultados são registrados, incluindo posição, tamanho e tipo de defeito, com marcação na peça para reparo, se necessário.
Condições de Aplicação: O UT é realizado em soldas de materiais metálicos (ex.: aços, alumínio) e algumas ligas, sendo ideal para espessuras de 6 mm a 300 mm. É amplamente usado em indústrias como óleo e gás, construção naval e nuclear, especialmente para tubulações e estruturas.
Limitações: O ensaio exige inspetores qualificados (ex.: certificados por ISO 9712, Nível II) devido à complexidade da interpretação. Materiais com grãos grosseiros (ex.: aços fundidos) podem gerar ruídos, e geometrias complexas (ex.: soldas em T) dificultam a varredura. Além disso, defeitos muito próximos à superfície podem ser mascarados pelo eco inicial.
Vídeo explicativo sobre o Ensaio por Ultrassom (YouTube)
Ensaio por Partículas Magnéticas (PM)
O ensaio por partículas magnéticas (PM) é um método não destrutivo usado para detectar defeitos superficiais e subsuperficiais (até ~2 mm de profundidade) em soldas de materiais ferromagnéticos, como aços carbono e ligas ferrosas. O princípio de funcionamento baseia-se na indução de um campo magnético na peça, que é interrompido por descontinuidades, criando polos magnéticos que atraem partículas ferromagnéticas para revelar os defeitos.
Procedimento Técnico
- Preparação da Superfície: A solda é limpa para remover óleos, graxas, escória ou revestimentos que possam interferir na inspeção. A superfície deve estar seca, e a rugosidade é aceitável até ~25 µm (conforme ASTM E709).
- Magnetização: A peça é magnetizada usando uma das seguintes técnicas:
- Jugo Magnético: Um eletroímã portátil (ex.: jugo AC/DC) é usado para criar um campo magnético longitudinal, ideal para soldas lineares.
- Bobina ou Corrente Direta: Uma bobina ou corrente (ex.: 500-1000 A, dependendo da espessura) é aplicada para criar um campo circular, eficaz para defeitos longitudinais.
- Método de Magnetização: A peça é magnetizada em duas direções perpendiculares (ex.: longitudinal e transversal) para cobrir todos os tipos de defeitos.
- Aplicação das Partículas: Partículas magnéticas (secas ou suspensas em líquido) são aplicadas durante ou após a magnetização:
- Partículas Secas: Usadas em superfícies quentes (até 300°C), aplicadas por aspersão manual, geralmente coloridas (vermelhas ou amarelas).
- Partículas Úmidas: Suspensões líquidas (ex.: partículas fluorescentes em óleo ou água) aplicadas por spray, ideais para maior sensibilidade e superfícies frias.
- Inspeção: A inspeção é realizada sob luz adequada:
- Para partículas visíveis, usa-se luz branca com intensidade mínima de 1000 lux.
- Para partículas fluorescentes, usa-se luz UV (mínimo 1000 µW/cm², conforme ASTM E709), em ambiente escurecido (<20 lux).
- Defeitos aparecem como acúmulos de partículas (indicações), formando linhas (trincas) ou pontos (inclusões).
- Interpretação: As indicações são avaliadas conforme normas (ex.: ASME V ou AWS D1.1). Indicações lineares (ex.: trincas) são geralmente inaceitáveis, enquanto indicações arredondadas (ex.: porosidade) têm limites de aceitação (ex.: <3 mm de diâmetro).
- Desmagnetização e Limpeza: Após o ensaio, a peça é desmagnetizada (ex.: usando corrente alternada decrescente) para evitar magnetismo residual, e os resíduos de partículas são removidos.
Condições de Aplicação: O PM é realizado em soldas de aços ferromagnéticos, como em estruturas metálicas, tubulações ou equipamentos pesados, em temperaturas de até 300°C (partículas secas) ou ambientes normais (partículas úmidas).
Limitações: Não é aplicável a materiais não ferromagnéticos (ex.: alumínio, aços inoxidáveis austeníticos). Defeitos profundos (>2 mm) não são detectados, e a magnetização inadequada pode mascarar defeitos perpendiculares ao campo.
Vídeo explicativo sobre o Ensaio por Partículas Magnéticas (YouTube)
Ensaio Radiográfico (RT)
O ensaio radiográfico (RT) é um método não destrutivo que utiliza radiação ionizante (raios X ou gama) para detectar defeitos internos críticos em soldas, como porosidade, trincas, falta de fusão ou inclusões. O princípio de funcionamento baseia-se na absorção diferencial de radiação pelo material: defeitos alteram a densidade local, criando contrastes em uma imagem radiográfica (filme ou detector digital).
Procedimento Técnico
- Preparação da Solda: A superfície é limpa para remover respingos ou irregularidades que possam interferir na imagem. Identificadores (ex.: números de chumbo) são colocados para rastrear a solda.
- Configuração do Equipamento:
- Fonte de Radiação: Raios X (gerados por tubos de 50-400 kV, dependendo da espessura) ou raios gama (ex.: irídio-192 para espessuras de 10-75 mm, cobalto-60 para >75 mm).
- Filme ou Detector: Filmes radiográficos (ex.: AGFA D7, sensibilidade classe C5) ou detectores digitais (DR ou CR) são posicionados atrás da solda.
- Geometria: A solda é alinhada entre a fonte e o filme, com distância focal (ex.: 700 mm, conforme ISO 17636) para minimizar distorção.
- Exposição: A fonte de radiação é ativada por um tempo calculado (ex.: 10-60 segundos para raios X, ou minutos para gama), com base na espessura, densidade do material e tipo de filme. A radiação atravessa a solda, e defeitos (ex.: porosidade) absorvem menos radiação, aparecendo como áreas mais escuras no filme.
- Revelação do Filme (se aplicável): O filme é processado em câmara escura:
- Revelação: Imerso em solução reveladora (ex.: 5 minutos a 20°C).
- Fixação: Tratado com fixador para estabilizar a imagem.
- Lavagem e Secagem: Para garantir durabilidade da imagem.
- Para detectores digitais, a imagem é gerada diretamente no software.
- Interpretação: A imagem radiográfica é analisada sob luz (densidade mínima de 2,0 a 4,0, conforme ASME V). Defeitos aparecem como:
- Pontos escuros: Porosidade ou inclusões gasosas.
- Linhas escuras: Trincas ou falta de fusão.
- Áreas claras: Inclusões densas (ex.: tungstênio em TIG).
- Registro e Segurança: Os resultados são registrados, e medidas de segurança são seguidas (ex.: área isolada, dosímetros para operadores, conforme normas de radioproteção).
Condições de Aplicação: O RT é usado em soldas críticas, como em tubulações de óleo e gás, vasos de pressão ou componentes aeroespaciais, para materiais de 1 mm a 150 mm de espessura, dependendo da fonte (raios X para espessuras menores, gama para maiores).
Limitações: O ensaio exige controle rigoroso de segurança devido à radiação (ex.: barreiras, treinamento NR-10). É menos portátil (raios X requerem equipamentos pesados), mais caro e pode não detectar trincas paralelas à radiação. Além disso, a interpretação exige inspetores qualificados (ex.: ISO 9712, Nível II).
Vídeo explicativo sobre o Ensaio Radiográfico (YouTube)
Resumo
- Líquidos Penetrantes (LP): Detecta defeitos superficiais por capilaridade, com aplicação de penetrante, remoção do excesso e revelação, ideal para qualquer material.
- Ultrassom (UT): Usa ondas ultrassônicas para identificar defeitos internos, com transdutor e acoplante, eficaz em soldas de espessura média a alta.
- Partículas Magnéticas (PM): Induz campo magnético em aços ferromagnéticos, aplicando partículas que revelam defeitos superficiais/subsuperficiais.
- Radiografia (RT): Utiliza radiação para criar imagens de defeitos internos, com filmes ou detectores digitais, mas exige cuidados de segurança.
Inspeção de Solda e Calibre de Solda Multifunção
A inspeção de solda é um procedimento técnico para avaliar a qualidade, integridade e conformidade de juntas soldadas, assegurando aderência às especificações de projeto e normas técnicas, como ASME, AWS, ISO 3834 e ABNT NBR 14842. Realizada antes, durante e após a soldagem, utiliza métodos visuais, dimensionais e ensaios não destrutivos (END), como ultrassom, radiografia, líquidos penetrantes e partículas magnéticas, para detectar descontinuidades que possam comprometer a resistência estrutural.
Calibre de Solda Multifunção
O calibre de solda multifunção é uma ferramenta de precisão, geralmente fabricada em aço inoxidável, empregada na inspeção visual e dimensional de soldas. Permite medições de múltiplos parâmetros em juntas soldadas, garantindo conformidade com especificações técnicas.
Funções
O calibre realiza as seguintes medições:
- Dimensões do cordão: Altura, largura e comprimento.
- Ângulos de chanfro: Verificação do ângulo de preparação da junta.
- Profundidade de penetração: Avaliação da fusão do material de solda.
- Desalinhamentos: Identificação de desvios entre peças.
- Mordeduras: Medição de depressões nas bordas da solda.
- Reforço: Verificação do excesso de material depositado.
- Soldas de filete: Medição da garganta e pernas do filete.
- Espessura: Avaliação da espessura das peças soldadas.
Características Técnicas
- Material: Aço inoxidável, resistente à corrosão.
- Escalas: Gravadas com alta precisão, em milímetros.
- Design: Compacto, com componentes ajustáveis para diferentes medições.
- Faixa de medição: Depende do modelo, geralmente até 20 mm para dimensões de solda e 60° para ângulos.
Vantagens
- Multifuncionalidade: Substitui múltiplos instrumentos.
- Precisão: Escalas calibradas garantem confiabilidade.
- Portabilidade: Design compacto, frequentemente acompanhado de estojo.
- Conformidade: Atende a requisitos de normas técnicas.
- Eficiência: Reduz tempo e custo de inspeção.
Procedimento de Uso
- Preparação: Verificar a integridade e calibração do instrumento.
- Medição:
- Posicionar o calibre perpendicularmente para medir altura do cordão.
- Alinhar a escala angular para verificar chanfros.
- Ajustar o calibre às bordas da solda para avaliar mordeduras ou desalinhamentos.
- Comparação: Confrontar resultados com especificações do projeto ou normas.
- Registro: Documentar medições para relatórios de inspeção.
Tipos Relacionados
- Calibre Hi-Lo: Mede desalinhamentos internos em tubulações.
- Calibre de filete: Específico para soldas de filete, medindo garganta e pernas.
- Calibre múltiplo: Similar ao multifunção, com ampla aplicação.
Aplicações
- Controle de qualidade: Detecta discrepâncias dimensionais.
- Prevenção de falhas: Identifica defeitos como mordeduras, falta de fusão ou penetração insuficiente.
- Conformidade normativa: Garante aderência a padrões técnicos.
- Segurança: Minimiza riscos em aplicações críticas, como estruturas, tubulações e equipamentos.
Manutenção e Calibração
- Calibração: Comparar periodicamente com padrões rastreáveis, conforme procedimentos de metrologia.
- Conservação: Proteger contra danos físicos e corrosão.
- Uso qualificado: Operação por inspetores certificados (e.g., ISN1 ou ISN2, conforme ABNT NBR 14842).
Limitações
- Restrito a inspeções visuais e dimensionais; não detecta defeitos internos (requer END).
- Precisão depende da habilidade do operador e condição do instrumento.
Conclusão
O calibre de solda multifunção é uma ferramenta essencial para inspeções dimensionais, garantindo precisão, eficiência e conformidade com normas técnicas. Sua versatilidade e portabilidade o tornam indispensável para inspetores, complementando outros métodos de avaliação, como END. Para resultados confiáveis, deve ser calibrado regularmente e operado por profissionais qualificados.
Abaixo, um vídeo do canal BrazilWelds - O Canal da Soldagem, no YouTube. Aproveite para se inscrever e acompanhar o conteúdo especializado em soldagem do Sr. Messias Carvalho, repleto de informações técnicas e práticas de alta qualidade.
Vídeo explicativo sobre Inspeção de Solda e Calibre de Solda Multifunção (YouTube)
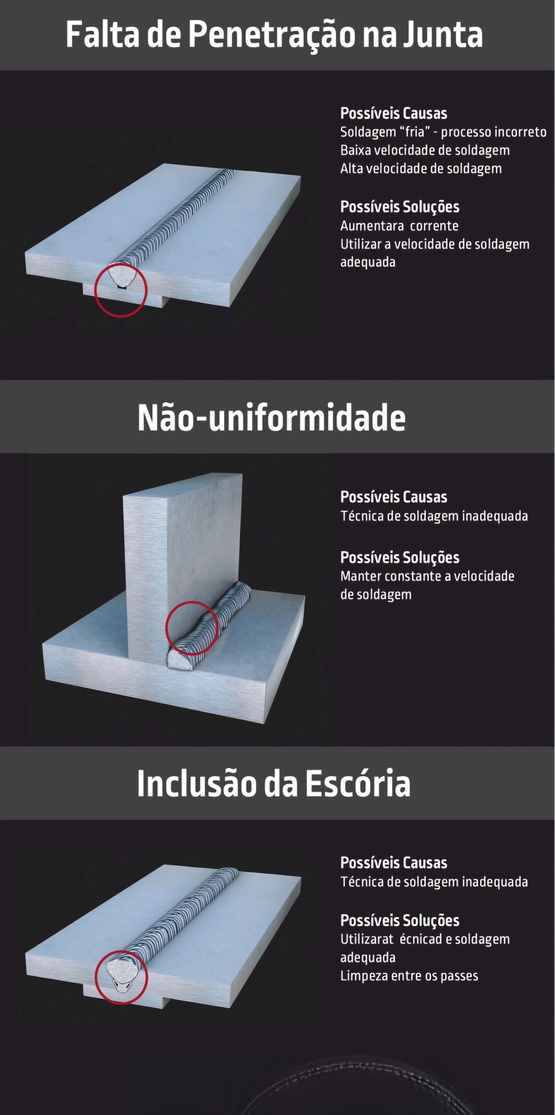
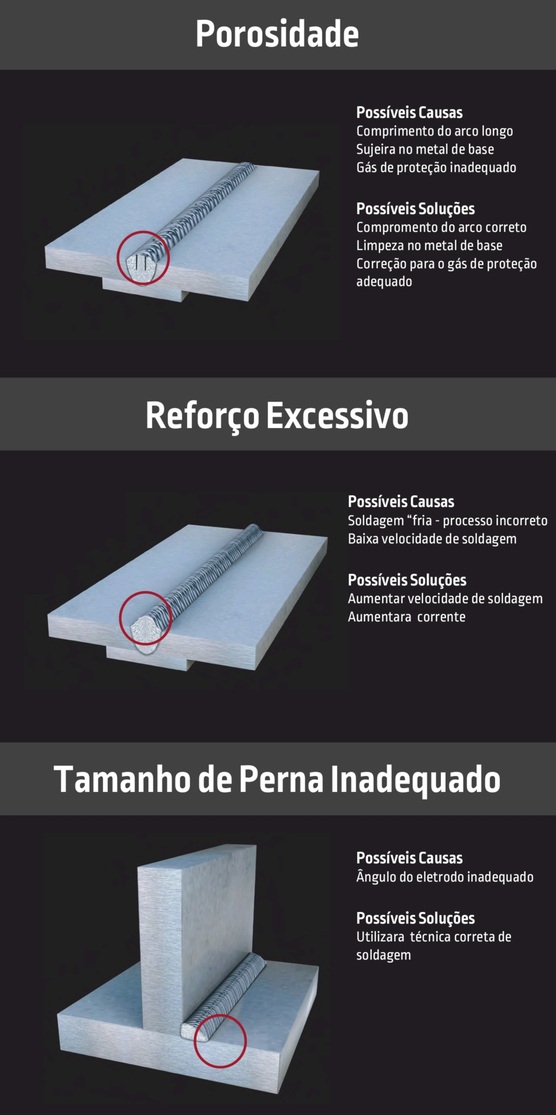
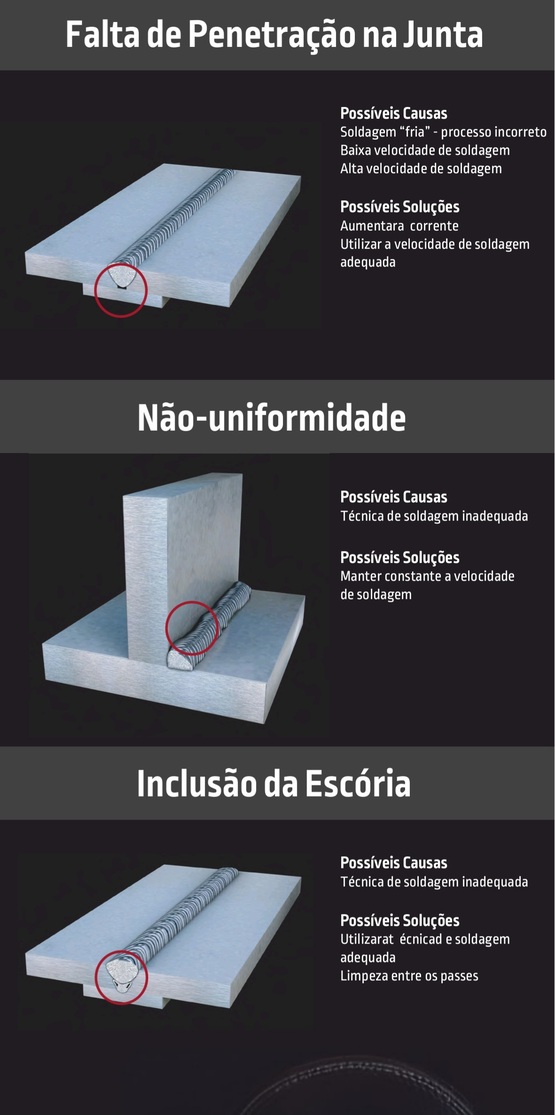
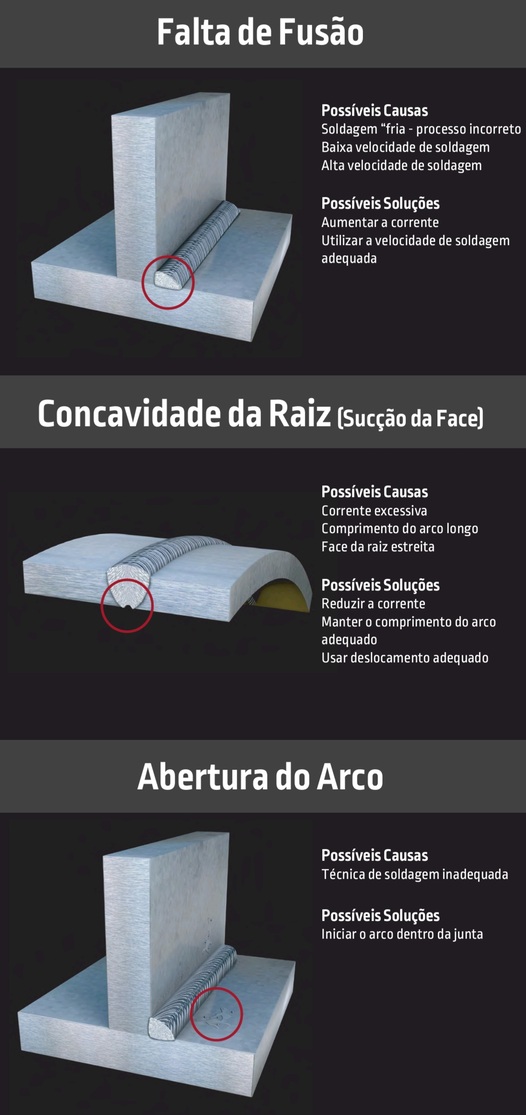
Defeitos na Soldagem
Os defeitos na soldagem são imperfeições que podem comprometer a integridade estrutural, a estética e a funcionalidade da solda. Eles podem ser causados por diversos fatores, como parâmetros inadequados, contaminação, ou falta de controle durante o processo de soldagem. A seguir, apresentamos alguns dos defeitos mais comuns, ilustrados com imagens para facilitar a identificação, suas causas e soluções.
1. Porosidade
Descrição
Cavidades no cordão de solda causadas por gases aprisionados durante a solidificação.
Processos Afetados
- SMAW (Eletrodo Revestido)
- GTAW (TIG)
- GMAW (MIG/MAG)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Eletrodo úmido
- Revestimento danificado
- Contaminação do metal base (óleo, graxa, ferrugem)
- Corrente inadequada
- Arco longo
GTAW (TIG):
- Fluxo de gás de proteção insuficiente
- Contaminação do eletrodo de tungstênio
- Metal base sujo
- Vazamentos na tocha
- Gás impuro
GMAW (MIG/MAG):
- Fluxo de gás de proteção baixo
- Bico da pistola obstruído
- Arame contaminado
- Velocidade de soldagem alta
- Vento ou correntes de ar
FCAW (Arame Tubular):
- Fluxo de gás insuficiente (FCAW-G)
- Contaminação do arame tubular
- Umidade no fluxo
- Técnica inadequada
- Bico da pistola sujo
Soluções
SMAW (Eletrodo Revestido):
- Ressecar eletrodos (ex.: 200-350°C por 1-2h para E6013/E7018)
- Armazenar eletrodos em estufa a 120°C
- Limpar metal base com escova de aço inoxidável ou solvente
- Ajustar corrente (ex.: 90-130A para 3.2mm E6013)
- Manter arco curto (1-2mm)
GTAW (TIG):
- Aumentar fluxo de gás (ex.: 10-20 L/min de argônio)
- Usar gás puro (99,99% argônio ou hélio)
- Limpar eletrodo de tungstênio com lixa ou esmeril dedicado
- Desengraxar metal base com acetona
- Inspecionar tocha por vazamentos
GMAW (MIG/MAG):
- Ajustar fluxo de gás (ex.: 15-25 L/min para CO₂/argônio)
- Limpar bico da pistola com escova ou spray anti-respingo
- Usar arame limpo, armazenado em local seco
- Reduzir velocidade de soldagem (ex.: 200-300 mm/min)
- Proteger área de soldagem contra vento
FCAW (Arame Tubular):
- Ajustar fluxo de gás (FCAW-G, ex.: 20-30 L/min)
- Armazenar arame em local seco (50-70% UR)
- Limpar metal base com escova ou solvente
- Manter ângulo da pistola (10-15° de arraste)
- Limpar bico regularmente
2. Falta de Fusão
Descrição
Falta de união completa entre o metal de solda e o metal base ou passes anteriores.
Processos Afetados
- SMAW (Eletrodo Revestido)
- GTAW (TIG)
- GMAW (MIG/MAG)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Corrente baixa
- Velocidade de soldagem alta
- Ângulo de eletrodo incorreto
- Junta mal preparada
- Eletrodo desgastado
GTAW (TIG):
- Corrente insuficiente
- Tocha mal posicionada
- Metal base frio
- Falta de metal de adição
- Tungstênio contaminado
GMAW (MIG/MAG):
- Tensão baixa
- Velocidade de alimentação do arame inadequada
- Distância do bico à peça grande
- Contaminação do arame
- Bico desgastado
FCAW (Arame Tubular):
- Tensão/corrente baixa
- Técnica inadequada
- Junta suja
- Umidade no fluxo
- Alimentação irregular do arame
Soluções
SMAW (Eletrodo Revestido):
- Aumentar corrente (ex.: 110-150A para 3.2mm E7018)
- Reduzir velocidade de soldagem (ex.: 150-250 mm/min)
- Manter ângulo de 10-20°
- Preparar junta com chanfro em V ou U
- Usar eletrodo novo e adequado
GTAW (TIG):
- Aumentar corrente (ex.: 100-150A para 2mm de aço)
- Posicionar tocha a 70-80°
- Pré-aquecer metal base (ex.: 100-150°C para SAE 4140)
- Adicionar metal de adição compatível
- Limpar ou substituir tungstênio contaminado
GMAW (MIG/MAG):
- Aumentar tensão (ex.: 22-26V para arame 1.2mm)
- Ajustar alimentação do arame (ex.: 5-7 m/min)
- Manter distância do bico de 10-15mm
- Limpar metal base com solvente
- Substituir bico desgastado
FCAW (Arame Tubular):
- Ajustar tensão/corrente (ex.: 24-28V, 150-200A)
- Manter ângulo de arraste (10-15°)
- Limpar junta com escova de aço
- Ressecar arame tubular
- Verificar alimentador de arame
3. Inclusão de Escória
Descrição
Material não metálico (escória) aprisionado no cordão de solda, enfraquecendo a junta.
Processos Afetados
- SMAW (Eletrodo Revestido)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Remoção incompleta de escória entre passes
- Ângulo de eletrodo inadequado
- Corrente baixa
- Velocidade de soldagem alta
- Eletrodo com revestimento danificado
FCAW (Arame Tubular):
- Técnica inadequada
- Tensão baixa
- Escória não removida entre passes
- Contaminação do arame
- Fluxo úmido
Soluções
SMAW (Eletrodo Revestido):
- Remover escória com escova de aço ou picador após cada passe
- Manter ângulo de 10-20°
- Aumentar corrente (ex.: 90-130A para 3.2mm E6013)
- Reduzir velocidade de soldagem (ex.: 150-250 mm/min)
- Usar eletrodo com revestimento intacto
FCAW (Arame Tubular):
- Usar técnica de arraste (ângulo de 10-15°)
- Ajustar tensão (ex.: 24-28V para 1.6mm)
- Remover escória entre passes com escova
- Usar arame limpo e seco
- Ressecar arame tubular (ex.: 200°C por 1h)
4. Trinca a Quente
Descrição
Fraturas no cordão ou ZTA durante a solidificação, causadas por tensões térmicas e impurezas.
Processos Afetados
- SMAW (Eletrodo Revestido)
- GTAW (TIG)
- GMAW (MIG/MAG)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Alta restrição da junta
- Eletrodo com alto teor de enxofre/fósforo
- Resfriamento rápido
- Geometria inadequada da junta
- Corrente muito alta
GTAW (TIG):
- Resfriamento rápido
- Contaminação do metal de adição
- Junta com alta restrição
- Falta de controle de temperatura
GMAW (MIG/MAG):
- Tensão/corrente alta
- Composição química inadequada do arame
- Resfriamento rápido
- Junta mal projetada
FCAW (Arame Tubular):
- Fluxo contaminado
- Alta restrição da junta
- Parâmetros incorretos
- Resfriamento rápido
Soluções
SMAW (Eletrodo Revestido):
- Usar eletrodos de baixa hidrogênio (ex.: E7018)
- Pré-aquecer (ex.: 150-200°C para SAE 4140)
- Projetar juntas com chanfro em V ou U para reduzir restrição
- Controlar resfriamento com mantas térmicas
- Ajustar corrente (ex.: 110-150A para 3.2mm)
GTAW (TIG):
- Pré-aquecer metal base (ex.: 100-150°C)
- Usar metal de adição puro (ex.: ER70S-2)
- Reduzir restrição da junta com projeto adequado
- Controlar temperatura interpassos (máx. 150°C)
GMAW (MIG/MAG):
- Ajustar tensão/corrente (ex.: 22-26V, 150-200A)
- Usar arame com composição adequada (ex.: ER70S-6)
- Pré-aquecer (ex.: 100-150°C)
- Projetar juntas com menor restrição
FCAW (Arame Tubular):
- Usar arame tubular limpo e seco
- Pré-aquecer (ex.: 100-150°C)
- Ajustar parâmetros (ex.: 24-28V, 150-200A)
- Reduzir restrição da junta
5. Trinca a Frio
Descrição
Fraturas no cordão ou ZTA após a soldagem, causadas por hidrogênio difusível e alta dureza.
Processos Afetados
- SMAW (Eletrodo Revestido)
- GTAW (TIG)
- GMAW (MIG/MAG)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Eletrodo úmido
- Falta de pré-aquecimento
- Alta dureza na ZTA
- Aços de alta resistência (ex.: SAE 4140)
- Resfriamento rápido
GTAW (TIG):
- Contaminação por hidrogênio
- Falta de pré-aquecimento
- Aços de alta resistência
- Metal de adição inadequado
GMAW (MIG/MAG):
- Arame contaminado
- Falta de pré-aquecimento
- Tensão/corrente inadequada
- Aços de alta resistência
FCAW (Arame Tubular):
- Arame úmido
- Falta de pré-aquecimento
- Alta restrição da junta
- Fluxo contaminado
Soluções
SMAW (Eletrodo Revestido):
- Ressecar eletrodos (ex.: 300-350°C por 2h para E7018)
- Pré-aquecer (ex.: 150-200°C para SAE 4140)
- Usar pós-aquecimento (ex.: 200°C por 1h)
- Selecionar eletrodos de baixa hidrogênio (ex.: E8018-C3)
- Controlar resfriamento com mantas térmicas
GTAW (TIG):
- Usar gás de proteção puro (ex.: argônio 99,99%)
- Pré-aquecer (ex.: 100-150°C)
- Limpar metal base e vareta de adição
- Usar metal de adição compatível (ex.: ER80S-Ni1)
GMAW (MIG/MAG):
- Armazenar arame em local seco (50-70% UR)
- Pré-aquecer (ex.: 100-150°C)
- Ajustar tensão/corrente (ex.: 22-26V, 150-200A)
- Usar arame limpo (ex.: ER70S-6)
FCAW (Arame Tubular):
- Ressecar arame tubular (ex.: 200°C por 1h)
- Pré-aquecer (ex.: 100-150°C)
- Usar pós-aquecimento (ex.: 200°C por 1h)
- Verificar qualidade do fluxo
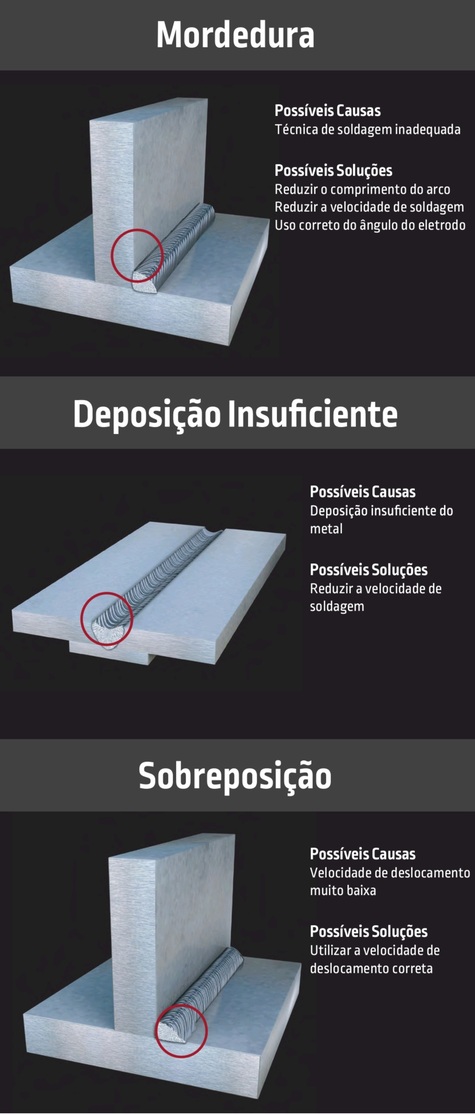
6. Mordedura
Descrição
Sulco na borda do cordão que enfraquece a junta devido a fusão excessiva do metal base.
Processos Afetados
- SMAW (Eletrodo Revestido)
- GTAW (TIG)
- GMAW (MIG/MAG)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Corrente alta
- Velocidade de soldagem baixa
- Ângulo de eletrodo incorreto
- Arco longo
GTAW (TIG):
- Corrente alta
- Tocha mal posicionada
- Falta de controle do arco
- Excesso de calor
GMAW (MIG/MAG):
- Tensão/corrente alta
- Distância do bico à peça pequena
- Velocidade de soldagem baixa
- Bico desgastado
FCAW (Arame Tubular):
- Tensão/corrente alta
- Técnica inadequada
- Velocidade de soldagem baixa
- Bico da pistola sujo
Soluções
SMAW (Eletrodo Revestido):
- Reduzir corrente (ex.: 90-130A para 3.2mm E6013)
- Aumentar velocidade de soldagem (ex.: 200-300 mm/min)
- Manter ângulo de 10-20°
- Usar arco curto (1-2mm)
GTAW (TIG):
- Reduzir corrente (ex.: 80-120A para 2mm de aço)
- Posicionar tocha a 70-80°
- Controlar arco com precisão
- Reduzir tempo de exposição ao calor
GMAW (MIG/MAG):
- Reduzir tensão/corrente (ex.: 20-24V, 120-180A)
- Manter distância do bico de 10-15mm
- Aumentar velocidade de soldagem
- Substituir bico desgastado
FCAW (Arame Tubular):
- Ajustar tensão/corrente (ex.: 22-26V, 120-180A)
- Manter ângulo de arraste (10-15°)
- Aumentar velocidade de soldagem
- Limpar bico da pistola
7. Penetração Incompleta
Descrição
Falta de fusão até a raiz da junta, comprometendo a resistência estrutural.
Processos Afetados
- SMAW (Eletrodo Revestido)
- GTAW (TIG)
- GMAW (MIG/MAG)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Corrente baixa
- Junta mal preparada (ex.: chanfro insuficiente)
- Velocidade de soldagem alta
- Eletrodo inadequado
GTAW (TIG):
- Corrente insuficiente
- Falta de metal de adição
- Junta inadequada
- Tocha mal posicionada
GMAW (MIG/MAG):
- Tensão/corrente baixa
- Distância do bico à peça grande
- Velocidade de alimentação do arame baixa
- Junta suja
FCAW (Arame Tubular):
- Parâmetros incorretos
- Junta suja
- Técnica inadequada
- Alimentação irregular do arame
Soluções
SMAW (Eletrodo Revestido):
- Aumentar corrente (ex.: 110-150A para 3.2mm E7018)
- Preparar junta com chanfro em V ou U (ex.: 60° para 10mm)
- Reduzir velocidade de soldagem (ex.: 150-250 mm/min)
- Usar eletrodo adequado (ex.: E7018 para aços de alta resistência)
GTAW (TIG):
- Aumentar corrente (ex.: 100-150A para 2mm de aço)
- Adicionar metal de adição compatível (ex.: ER70S-2)
- Usar chanfro em V ou U
- Posicionar tocha a 70-80°
GMAW (MIG/MAG):
- Aumentar tensão/corrente (ex.: 24-28V, 150-200A)
- Manter distância do bico de 10-15mm
- Ajustar alimentação do arame (ex.: 5-7 m/min)
- Limpar junta com escova de aço
FCAW (Arame Tubular):
- Ajustar tensão/corrente (ex.: 24-28V, 150-200A)
- Limpar junta com solvente
- Manter ângulo de arraste (10-15°)
- Verificar alimentador de arame
8. Excesso de Reforço
Descrição
Depósito excessivo de metal de solda, aumentando custos e podendo causar tensões.
Processos Afetados
- SMAW (Eletrodo Revestido)
- GTAW (TIG)
- GMAW (MIG/MAG)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Corrente alta
- Velocidade de soldagem baixa
- Eletrodo grande demais
- Técnica de oscilação inadequada
GTAW (TIG):
- Excesso de metal de adição
- Velocidade de soldagem baixa
- Corrente alta
- Falta de controle da poça
GMAW (MIG/MAG):
- Tensão/corrente alta
- Velocidade de alimentação do arame alta
- Velocidade de soldagem baixa
- Bico mal posicionado
FCAW (Arame Tubular):
- Parâmetros incorretos
- Velocidade de soldagem baixa
- Técnica inadequada
- Alimentação excessiva do arame
Soluções
SMAW (Eletrodo Revestido):
- Reduzir corrente (ex.: 90-130A para 3.2mm E6013)
- Aumentar velocidade de soldagem (ex.: 200-300 mm/min)
- Usar eletrodo de diâmetro menor (ex.: 2.5mm para chapas finas)
- Ajustar oscilação para cordão uniforme
GTAW (TIG):
- Reduzir quantidade de metal de adição
- Aumentar velocidade de soldagem
- Reduzir corrente (ex.: 80-120A para 2mm)
- Controlar poça com precisão
GMAW (MIG/MAG):
- Reduzir tensão/corrente (ex.: 20-24V, 120-180A)
- Ajustar alimentação do arame (ex.: 4-6 m/min)
- Aumentar velocidade de soldagem
- Posicionar bico a 10-15mm
FCAW (Arame Tubular):
- Ajustar tensão/corrente (ex.: 22-26V, 120-180A)
- Aumentar velocidade de soldagem
- Manter ângulo de arraste (10-15°)
- Reduzir alimentação do arame
9. Distorção
Descrição
Deformação do metal base devido a tensões térmicas durante a soldagem.
Processos Afetados
- SMAW (Eletrodo Revestido)
- GTAW (TIG)
- GMAW (MIG/MAG)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Aporte térmico elevado
- Sequência de soldagem inadequada
- Junta com alta restrição
- Falta de fixação da peça
GTAW (TIG):
- Corrente alta
- Soldagem contínua sem pausas
- Falta de controle de temperatura
- Peça mal fixada
GMAW (MIG/MAG):
- Tensão/corrente alta
- Velocidade de soldagem baixa
- Falta de fixação
- Sequência inadequada
FCAW (Arame Tubular):
- Parâmetros incorretos
- Aporte térmico elevado
- Falta de fixação
- Junta mal projetada
Soluções
SMAW (Eletrodo Revestido):
- Reduzir corrente (ex.: 90-130A para 3.2mm E6013)
- Usar sequência alternada de passes (ex.: soldar lados opostos)
- Fixar peça com grampos ou gabaritos
- Pré-aquecer uniformemente (ex.: 100-150°C)
GTAW (TIG):
- Reduzir corrente (ex.: 80-120A para 2mm)
- Fazer pausas para controle de temperatura
- Usar fixação rígida
- Controlar temperatura interpassos (máx. 150°C)
GMAW (MIG/MAG):
- Reduzir tensão/corrente (ex.: 20-24V, 120-180A)
- Aumentar velocidade de soldagem
- Fixar peça com grampos
- Usar sequência alternada
FCAW (Arame Tubular):
- Ajustar tensão/corrente (ex.: 22-26V, 120-180A)
- Aumentar velocidade de soldagem
- Fixar peça adequadamente
- Projetar junta com menor restrição
10. Respingos Excessivos
Descrição
Gotas de metal fundido projetadas fora do cordão, dificultando limpeza e estética.
Processos Afetados
- SMAW (Eletrodo Revestido)
- GTAW (TIG)
- GMAW (MIG/MAG)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Corrente alta
- Arco longo
- Eletrodo úmido
- Revestimento danificado
GTAW (TIG):
- Corrente alta
- Tungstênio contaminado
- Gás de proteção insuficiente
- Tocha mal posicionada
GMAW (MIG/MAG):
- Tensão/corrente alta
- Transferência de metal inadequada (ex.: globular em vez de spray)
- Distância do bico à peça grande
- Arame contaminado
FCAW (Arame Tubular):
- Tensão/corrente alta
- Técnica inadequada
- Fluxo de gás insuficiente (FCAW-G)
- Arame úmido
Soluções
SMAW (Eletrodo Revestido):
- Reduzir corrente (ex.: 90-130A para 3.2mm E6013)
- Manter arco curto (1-2mm)
- Ressecar eletrodos (ex.: 200-350°C por 1-2h)
- Usar eletrodo com revestimento intacto
GTAW (TIG):
- Reduzir corrente (ex.: 80-120A para 2mm)
- Limpar ou substituir tungstênio
- Aumentar fluxo de gás (ex.: 10-20 L/min)
- Posicionar tocha a 70-80°
GMAW (MIG/MAG):
- Ajustar tensão/corrente para transferência spray (ex.: 24-28V, 180-220A)
- Manter distância do bico de 10-15mm
- Usar arame limpo
- Aplicar spray anti-respingo
FCAW (Arame Tubular):
- Ajustar tensão/corrente (ex.: 22-26V, 120-180A)
- Manter ângulo de arraste (10-15°)
- Aumentar fluxo de gás (FCAW-G, ex.: 20-30 L/min)
- Ressecar arame tubular
11. Instabilidade do Arco
Descrição
Flutuações ou interrupções no arco elétrico, resultando em cordão irregular.
Processos Afetados
- SMAW (Eletrodo Revestido)
- GTAW (TIG)
- GMAW (MIG/MAG)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Corrente inadequada
- Arco longo
- Eletrodo úmido
- Fonte de soldagem com falha
- Cabo de soldagem danificado
GTAW (TIG):
- Tungstênio contaminado
- Gás de proteção insuficiente
- Corrente instável
- Tocha com vazamentos
- Fonte de soldagem defeituosa
GMAW (MIG/MAG):
- Tensão/corrente inadequada
- Alimentação irregular do arame
- Bico da pistola sujo
- Cabo de alimentação danificado
- Fonte de soldagem instável
FCAW (Arame Tubular):
- Parâmetros incorretos
- Alimentação irregular do arame
- Fluxo de gás insuficiente (FCAW-G)
- Bico da pistola obstruído
- Fonte de soldagem com falha
Soluções
SMAW (Eletrodo Revestido):
- Ajustar corrente (ex.: 90-130A para 3.2mm E6013)
- Manter arco curto (1-2mm)
- Ressecar eletrodos (ex.: 200-350°C por 1-2h)
- Inspecionar fonte de soldagem e cabos
- Substituir cabos danificados
GTAW (TIG):
- Limpar ou substituir tungstênio
- Aumentar fluxo de gás (ex.: 10-20 L/min)
- Verificar estabilidade da fonte (ex.: usar inversora)
- Inspecionar tocha por vazamentos
- Manutenção da fonte de soldagem
GMAW (MIG/MAG):
- Ajustar tensão/corrente (ex.: 22-26V, 150-200A)
- Verificar alimentador de arame (roldanas e guias)
- Limpar bico da pistola
- Substituir cabos danificados
- Inspecionar fonte de soldagem
FCAW (Arame Tubular):
- Ajustar tensão/corrente (ex.: 22-26V, 120-180A)
- Verificar alimentador de arame
- Aumentar fluxo de gás (FCAW-G, ex.: 20-30 L/min)
- Limpar bico da pistola
- Manutenção da fonte de soldagem
10. Respingos Excessivos
Descrição
Gotas de metal fundido projetadas fora do cordão, dificultando limpeza e estética.
Processos Afetados
- SMAW (Eletrodo Revestido)
- GTAW (TIG)
- GMAW (MIG/MAG)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Corrente alta
- Arco longo
- Eletrodo úmido
- Revestimento danificado
GTAW (TIG):
- Corrente alta
- Tungstênio contaminado
- Gás de proteção insuficiente
- Tocha mal posicionada
GMAW (MIG/MAG):
- Tensão/corrente alta
- Transferência de metal inadequada (ex.: globular em vez de spray)
- Distância do bico à peça grande
- Arame contaminado
FCAW (Arame Tubular):
- Tensão/corrente alta
- Técnica inadequada
- Fluxo de gás insuficiente (FCAW-G)
- Arame úmido
Soluções
SMAW (Eletrodo Revestido):
- Reduzir corrente (ex.: 90-130A para 3.2mm E6013)
- Manter arco curto (1-2mm)
- Ressecar eletrodos (ex.: 200-350°C por 1-2h)
- Usar eletrodo com revestimento intacto
GTAW (TIG):
- Reduzir corrente (ex.: 80-120A para 2mm)
- Limpar ou substituir tungstênio
- Aumentar fluxo de gás (ex.: 10-20 L/min)
- Posicionar tocha a 70-80°
GMAW (MIG/MAG):
- Ajustar tensão/corrente para transferência spray (ex.: 24-28V, 180-220A)
- Manter distância do bico de 10-15mm
- Usar arame limpo
- Aplicar spray anti-respingo
FCAW (Arame Tubular):
- Ajustar tensão/corrente (ex.: 22-26V, 120-180A)
- Manter ângulo de arraste (10-15°)
- Aumentar fluxo de gás (FCAW-G, ex.: 20-30 L/min)
- Ressecar arame tubular
11. Instabilidade do Arco
Descrição
Flutuações ou interrupções no arco elétrico, resultando em cordão irregular.
Processos Afetados
- SMAW (Eletrodo Revestido)
- GTAW (TIG)
- GMAW (MIG/MAG)
- FCAW (Arame Tubular)
Causas
SMAW (Eletrodo Revestido):
- Corrente inadequada
- Arco longo
- Eletrodo úmido
- Fonte de soldagem com falha
- Cabo de soldagem danificado
GTAW (TIG):
- Tungstênio contaminado
- Gás de proteção insuficiente
- Corrente instável
- Tocha com vazamentos
- Fonte de soldagem defeituosa
GMAW (MIG/MAG):
- Tensão/corrente inadequada
- Alimentação irregular do arame
- Bico da pistola sujo
- Cabo de alimentação danificado
- Fonte de soldagem instável
FCAW (Arame Tubular):
- Parâmetros incorretos
- Alimentação irregular do arame
- Fluxo de gás insuficiente (FCAW-G)
- Bico da pistola obstruído
- Fonte de soldagem com falha
Soluções
SMAW (Eletrodo Revestido):
- Ajustar corrente (ex.: 90-130A para 3.2mm E6013)
- Manter arco curto (1-2mm)
- Ressecar eletrodos (ex.: 200-350°C por 1-2h)
- Inspecionar fonte de soldagem e cabos
- Substituir cabos danificados
GTAW (TIG):
- Limpar ou substituir tungstênio
- Aumentar fluxo de gás (ex.: 10-20 L/min)
- Verificar estabilidade da fonte (ex.: usar inversora)
- Inspecionar tocha por vazamentos
- Manutenção da fonte de soldagem
GMAW (MIG/MAG):
- Ajustar tensão/corrente (ex.: 22-26V, 150-200A)
- Verificar alimentador de arame (roldanas e guias)
- Limpar bico da pistola
- Substituir cabos danificados
- Inspecionar fonte de soldagem
FCAW (Arame Tubular):
- Ajustar tensão/corrente (ex.: 22-26V, 120-180A)
- Verificar alimentador de arame
- Aumentar fluxo de gás (FCAW-G, ex.: 20-30 L/min)
- Limpar bico da pistola
- Manutenção da fonte de soldagem
- Usar rampa de corrente no início/fim (ex.: 5-10s)
- Manter gás de proteção após o fim (ex.: 5-10s)
- Limpar tungstênio antes de iniciar
- Controlar poça no início/fim
GMAW (MIG/MAG):
- Purgar gás antes de iniciar (ex.: 2-3s)
- Usar função de queima regressiva (burn-back) no fim
- Verificar alimentação do arame
- Limpar bico da pistola
FCAW (Arame Tubular):
- Purgar gás antes de iniciar (FCAW-G, ex.: 2-3s)
- Usar burn-back no fim
- Manter ângulo de arraste (10-15°)
- Ressecar arame tubular
Dicas Práticas
Preparação do Material
- Limpar o metal base com escova de aço inoxidável ou solvente (ex.: acetona) para remover óxido, graxa, ferrugem ou sujeira antes da soldagem.
- Chanfrar juntas grossas (ex.: chanfro em V a 60° para espessuras >6mm) para garantir penetração completa.
- Proteger roscas próximas à área soldada com fita resistente ao calor, plugs ou massa de vedação para evitar deformação dos fios.
- Verificar a composição química do metal base (ex.: SAE 4140 requer E7018 ou E8018-C3) para selecionar o consumível correto.
- Remover tintas ou revestimentos próximos à junta com lixadeira ou solvente para evitar porosidade.
Seleção e Manuseio de Consumíveis
- Ressecar eletrodos SMAW (ex.: 300-350°C por 2h para E7018, 200-250°C por 1h para E6013) e armazená-los em estufa a 120°C para evitar umidade.
- Armazenar arames GMAW/FCAW em locais secos (50-70% UR, >15°C) e usar desumidificadores para prevenir oxidação.
- Usar gás de proteção puro (ex.: argônio 99,99% para GTAW, mistura 75% Ar/25% CO₂ para GMAW) e verificar certificados de qualidade.
- Inspecionar eletrodos de tungstênio (GTAW) para garantir ponta afiada (ex.: ângulo de 20-30° para aços) e livre de contaminação.
- Selecionar diâmetro do eletrodo/arame conforme espessura (ex.: 2.5mm para chapas <5mm, 4.0mm para >10mm em SMAW).
- Evitar eletrodos com revestimento danificado ou arames com ferrugem, que causam instabilidade do arco.
Controle de Parâmetros
- Ajustar corrente e tensão conforme o diâmetro do consumível (ex.: 90-130A, 22-26V para 3.2mm E6013 em SMAW).
- Manter distância do bico à peça (10-15mm em GMAW/FCAW) para estabilidade do arco e proteção gasosa.
- Usar polaridade correta (ex.: CCEN para maior penetração em SMAW, CCEP para maior deposição em GTAW).
- Controlar velocidade de soldagem para evitar defeitos (ex.: 150-350 mm/min em SMAW, 200-400 mm/min em GMAW).
- Ajustar fluxo de gás de proteção (ex.: 10-20 L/min para GTAW, 15-25 L/min para GMAW, 20-30 L/min para FCAW-G).
- Usar rampa de corrente em GTAW (ex.: 5-10s para início/fim) para evitar defeitos de cratera.
Técnicas de Soldagem
- Manter ângulo correto do eletrodo/pistola (ex.: 10-20° em SMAW, 10-15° de arraste em GMAW/FCAW) para cordão uniforme.
- Usar técnica de arraste em GMAW/FCAW e técnica de empurrar em GTAW para melhor controle da poça de fusão.
- Aplicar passes estreitos em juntas espessas (ex.: 2-3mm de largura por passe) para reduzir tensões e melhorar fusão.
- Controlar temperatura interpassos (ex.: máx. 150°C para aços inoxidáveis duplex, 200°C para aços carbono) para evitar sensibilização ou trincas.
- Usar sequência alternada de passes (ex.: soldar lados opostos da junta) para minimizar distorção.
- Preencher crateras no fim da solda (ex.: pausar e retornar em SMAW, usar rampa de corrente em GTAW).
Manutenção de Equipamentos
- Limpar bicos de pistolas GMAW/FCAW com escova ou spray anti-respingo após cada turno para evitar obstrução do gás.
- Inspecionar tochas GTAW por vazamentos, desgaste do bico cerâmico ou danos no cabo (substituir se necessário).
- Verificar fontes de soldagem para estabilidade de corrente/tensão (ex.: calibrar inversoras anualmente).
- Substituir roldanas e guias do alimentador de arame em GMAW/FCAW quando desgastadas para garantir alimentação uniforme.
- Inspecionar cabos de soldagem por cortes ou isolamento danificado, substituindo para evitar choques ou instabilidade.
- Manter reguladores de gás limpos e calibrados, verificando pressão (ex.: 2-3 bar para GMAW) e ausência de vazamentos.
Segurança
- Usar EPIs completos (máscara de soldagem com filtro DIN 9-13, luvas de couro, avental, botas com biqueira) para proteção contra arco, respingos e fumos.
- Garantir ventilação adequada ou usar exaustores para evitar inalação de fumos, especialmente em FCAW e GMAW.
- Proteger áreas inflamáveis com mantas antichamas e manter extintores próximos ao local de soldagem.
- Evitar contato com peças quentes e usar luvas térmicas ao manusear peças recém-soldadas.
- Inspecionar equipamentos antes do uso para evitar choques elétricos (ex.: verificar aterramento da fonte).
- Treinar operadores em segurança conforme normas (ex.: NR-18 no Brasil, OSHA nos EUA).
Prevenção de Defeitos
- Pré-aquecer aços de alta resistência (ex.: 150-200°C para SAE 4140, 100-150°C para Hardox 400) para evitar trincas a frio.
- Usar pós-aquecimento (ex.: 200°C por 1h para SAE 4340) para aliviar tensões residuais e remover hidrogênio.
- Remover escória entre passes em SMAW/FCAW com escova de aço ou picador para evitar inclusões.
- Testar juntas com ensaios não destrutivos (ex.: ultrassom, radiografia, partículas magnéticas) para detectar defeitos antes do uso.
- Usar mantas térmicas para controlar resfriamento em aços sensíveis (ex.: aços inoxidáveis duplex, superligas).
- Evitar soldagem em condições adversas (ex.: vento forte em GMAW/FCAW) usando barreiras ou tendas de proteção.
Soluções para Problemas de Equipamentos e Consumíveis
- Substituir eletrodos úmidos ou com revestimento danificado em SMAW para evitar porosidade e instabilidade do arco.
- Limpar ou substituir tungstênio contaminado em GTAW (ex.: usar lixa dedicada para evitar contaminação cruzada).
- Usar arames GMAW/FCAW de fornecedores confiáveis e verificar ausência de ferrugem ou óleo antes do uso.
- Calibrar fontes de soldagem regularmente para evitar flutuações de corrente/tensão (ex.: verificar com amperímetro).
- Manter tochas e pistolas refrigeradas (se aplicável) com fluxo de água ou gás adequado para evitar superaquecimento.
Outras Recomendações
- Qualificar soldadores conforme normas (ex.: AWS D1.1, ASME IX) para posições críticas (ex.: vertical, sobrecabeça).
- Elaborar EPS (Especificação de Procedimento de Soldagem) para cada junta, especificando parâmetros, consumíveis e técnicas.
- Usar gabaritos ou grampos para fixar peças e minimizar distorção durante a soldagem.
- Treinar operadores na leitura de fichas técnicas de consumíveis (ex.: AWS A5.1 para E7018) para seleção correta.
- Documentar parâmetros de soldagem (ex.: corrente, tensão, velocidade) para rastreabilidade e auditorias.
- Evitar soldagem em superfícies molhadas ou em chuva, especialmente em SMAW, para prevenir choques e porosidade.